
Download

Bulk density g / c m 3 = Sample weight g Total volume of sand with sample c m 3 − 100 c m 3 1 Expansion ratio = Average diameter of extrudate c m Die diameter c m 2 C * = a * 2 + b * 2 3 H ° = tan − 1 b * a * 4 DPPH free radical scavenging activity = 1 − Absorbance sample Absorbance blank × 100 % 5 WAI g / g = X 5 − X 2 X 3 6 W S I % = X 4 − X 1 X 3 × 100 % 7 O A C = Weight of the gel obtained after removal of supernant g Weight of the sample g 8

ORIGINAL ARTICLE
Development of innovative tigernut-based nutritional snack by extrusion process: effects of die temperature, screw speed, and formulation on physicochemical characteristics
Sagar Pandappa Kalahal1, Mohsen Gavahian2*, Jenshinn Lin2*
1Department of Tropical Agriculture and International Cooperation, National Pingtung University of Science and Technology, Neipu, Pingtung, Taiwan, ROC;
2Department of Food Science, National Pingtung University of Science and Technology, Neipu, Pingtung, Taiwan, ROC
Abstract
Tigernut (TN) is an underutilized crop with nutritional value that has remained untapped in producing extruded products. This research aims to establish the favorable extrusion conditions that produce a TN-based nutritive extruded snack with improved physicochemical characteristics. A collet extruder was used in this comparison study to examine the effects of formulation (60% TN flour and 40% brown rice [BR] vs. 60% TN flour and 40% Japonica rice [JR]). The effects of extrusion conditions, such as die temperature (90°C, 100°C, and 110°C) and screw speed (250, 300, and 350 rpm), on the physicochemical characteristics of extrudates were studied. TN-BR extrudates produced at 110°C and 350 rpm had the following improved characteristics: protein (6.09–7.33%), ash (1.40–1.59%), crude fat (7.15–9.90%), crude fiber (2.51–3.92%), reduced hardness (2.35–3.37 N), springiness (2.30–2.64), chewiness (234.71–256.72 N), bulk density (1.17–2.57 g/cm3), expansion ratio (1.65–2.24), color (L*: 68.86–74.30), water absorption index (2.69–3.45 g/g), water solubility index (13.95–21.75%), and oil absorption capacity (23.65–25.64 g/g). Extrudates produced at lower temperatures (90°C and 100°C) and screw speed (250 and 300 rpm) exhibited lesser surface consistency than the extrudates produced at 110°C and 350 rpm. The antioxidant activity and the total phenolic content (40.91–49.63 mg gallic acid equivalent/100 g) were improved significantly. Similar improvements were observed in TN-JR extrudates; however, TN-BR extrudates had better nutritional value (higher protein: 7.33%, higher ash: 1.59%, and higher antioxidant activity). The results could help with economic success, food nutrition improvement, and food security by exploiting the underutilized TN crop for sustainable extruded snacks production.
Key words: collet extruder, extrusion, sustainable production, Cyperus esculentus, yellow nutsedge
*Corresponding Authors: Jenshinn Lin and Mohsen Gavahian, Department of Food Science, National Pingtung University of Science and Technology, No. 1, Sheufu Rd., Neipu, Pingtung 91201, Taiwan. Emails: [email protected] and [email protected]; [email protected]
Received: 26 April 2023; Accepted: 24 November 2023; Published: 20 January 2024
© 2024 Codon Publications
This is an Open Access article distributed under the terms of the Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International (CC BY-NC-SA 4.0). License (http://creativecommons.org/licenses/by-nc-sa/4.0/)
Introduction
Extrusion is a state-of-the-art technology that has gained prominence in the food processing sector because of its efficiency, versatility, and cost-effectiveness. Extrusion technology is crucial for improving value addition to agricultural produce, especially legumes and grains while ensuring nutrition, food safety, and sustainability. It is an efficient processing technique that produces foods with distinctive textural characteristics (Leonard et al., 2020). Extruders are single- or multiple-screw systems, with twin-screw systems being the most typical ones (Kamau et al., 2020). Extrusion is a critically high-temperature, short-duration technology for manufacturing fiber-rich foods. Thus a variety of items are derived from starchy food components, such as breakfast cereals and snack foods (Leonard et al., 2020). It is a cost-effective technology for reintroducing food processing byproducts and residue into the food system (Choton et al., 2020). Furthermore, it offers nutritious, sustainable, safe, and economical products, emphasizing specific consumer demands (Lazou, 2022).
Tigernut (TN; Cyperus esculentus L) is an underexplored crop of the Cyperaceae family that develops spherical tubers and rhizomes from the root. It is widely cultivated in Nigeria’s central belt and northern areas. TN is also known as yellow nutsedge, chufa, aya, souchet, ofio, akiawusa, and mandeln (Bosch et al., 2020). TN flour possesses abundant oil and considerable protein content. Since TNs are rich in fibers, natural sugars, proteins, minerals, such as phosphorus and potassium, and vitamins, such as vitamins E and C, they have long been acknowledged for their health benefits (Yu et al., 2022). A dearth of literature has been observed regarding the utilization of TN in gluten-free food formulations. Sotunde et al. (2021) reported that the combination of African yam bean (50%), millet (40%), and TN (10%) flour provided a nutrient-dense extruded breakfast snack rich in physicochemical and sensory attributes and a cost-effective source of nutrients. According to Yusuf et al. (2021), the dakuwa product produced from a mixture of sorghum, groundnut, and TN in the ratio of 50:20:30 at a temperature of 90°C and at a screw speed of 150 rpm was the preferred option among extruded products. Moreover, it was reported that a combination of lower groundnut and higher TN content improved the expansion ratio. Gasparre et al. (2020) explored the production of TN-based snacks and demonstrated that 10% TN in a rice-based composition was the optimal ratio. In addition, it was observed that TN enhanced the activity of antioxidants, proteins, and ash. Owing to the vitamin E content of TN tubers, their irregular intake is claimed to enhance male and female fertility (Maduka & Ire, 2018). Extrusion improved mineral absorption and alleviated anti-nutritional components in snacks produced with TN flour and cassava (Adebowale et al., 2017). Therefore, inclusion of TN in flour formulations has a vital role in producing nutritious and healthy extruded snacks.
Brown rice (BR; Oryza sativa L.) is a prominent staple food of many countries, particularly in Asia. BR represents whole grain, and BR flour is utilized as a main ingredient in the production of products, considering its higher concentration of starch, modest flavor, pale color, and substantial expansion characteristics, resulting in a more porous texture. BR has been utilized to produce various products, including extruded snacks. Incorporation of BR into flour combination resulted in lower hardness of extrudates while producing ready-to-eat snacks (Chou & Hsu, 2021). BR is rich in fiber and bioactive phytochemicals, such as total phenolic content (TPC) and antioxidants, which have several health benefits, including the prevention of chronic illnesses and better glycemic control (Saleh et al., 2019). Sanusi et al. (2023) studied the production of composite BR–watermelon seeds-extruded snacks and reported that extrusion parameters affected total fiber content (TFC: 1.8–2.11 mg QE/100), 2,2-diphenylpicrylhydrazyl (DPPH: 10.05–14.22%), and TPC (8.14–10.15 mg gallic acid equivalent [GAE]/g) of snacks, and these snacks had an intermediate glycemic index. Fresh BR noodles made from rice bran improved storage and prevented starch retrogradation during storage, which was advantageous for quality enhancement during storage at different temperatures (Tian et al., 2022). Considering the influence of extrusion on BR and its nutritional value, utilizing BR is of greater significance in producing composite extruded snacks.
The world’s foremost staple cereal crop is rice (Akhila et al., 2023). Rice has become an increasingly prevalent stand-alone food item or a component in food products because of changes in lifestyle and socioeconomic status as well as an increased awareness of their nutritional value (Itagi et al., 2023). Rice has been utilized as a raw material for extrusion because of its functional characteristics, affordability, plain flavor, appealing white color, and ease of digestion. Furthermore, it is the most suitable raw material for producing various byproducts as well as novel cereal-based snacks because of its appearance, hypo-allergenicity, mild taste, and desirable processing properties (Dalbhagat et al., 2019; Sandrin et al., 2018; Yağcı & Göğüş, 2008). The incorporation of rice improved both physical and chemical characteristics of extrudates, and rice flour exhibited superior digestibility following extrusion (Lai et al., 2023). Since starch is a key structure-forming component during the extrusion process, rice’s relatively higher starch content may improve the formation of a desirable and crispy expanded structure (Nikinmaa et al., 2023). Considering the versatility of rice (Oryza sativa subsp. Japonica), it is imperative to incorporate rice in the flour formulations of extruded snacks.
In particular, previous studies on the extrusion process have not focused on a comparative study for producing TN-based extrudate in combination with TN-BR and TN-Japonica rice (JR), notably its impact on evolving quality characteristics. The findings of this research could enhance food security by encouraging the sustainable production of high-quality nutritious snacks. This research aimed to establish the extrusion conditions, such as die temperature and screw speed, for the sustainable extrusion process of TN-BR and TN-JR, and to compare and evaluate the physicochemical properties of produced extrudates.
Materials and Methodology
Tigernut tubers were procured from Tigernut Traders Co. Ltd. (L’Eliana, Spain). BR and JR were obtained from Sin Lin Feng Rice Husking Factory & Co. Ltd (Chiayi, Taiwan). Procured chemicals, such as gallic acid (Echo Chemical Co. Ltd., Miaoli, Taiwan), Folin–Ciocalteu phenol reagent (Uni-Onward Corp., New Taipei City, Taiwan), sodium carbonate (Echo Chemical Co. Ltd., Miaoli, Taiwan), and DPPH (Uni-Onward Corp., New Taipei City, Taiwan), were of analytical grade.
Preparation of raw materials for extrusion
Tigernut tubers were meticulously sorted manually to remove any undesirable contaminants prior to being washed in clean water. The tubers were subsequently rinsed in fresh water-filled containers. The washed tubers were dried in an oven at 50°C for 3 h to remove moisture. Dry tubers were powdered using a laboratory-based grinder (RT-04; Mill Powder Tech Solution, Tainan, Taiwan). Following this, TN flour was encased in a polyethylene bag and stored at a cool and dry place for further evaluation. The raw material composition of TN (60%) and BR (40%) was homogeneously combined as stated in Table 1. Similarly, BR replaced JR (40%) to mix with TN (60%) for comparative study. The composition and extrusion conditions were selected based on a preliminary study.
Table 1. Experimental design.
| Treatments | TN-BR or TN-JR (%) |
Die temperature (°C) | Screw speed (rpm) |
|---|---|---|---|
| T1 (control) | 100 | 100 | 350 |
| T2 | 60:40 | 110 | 350 |
| T3 | 60:40 | 110 | 300 |
| T4 | 60:40 | 110 | 250 |
| T5 | 60:40 | 100 | 350 |
| T6 | 60:40 | 100 | 300 |
| T7 | 60:40 | 100 | 250 |
| T8 | 60:40 | 90 | 350 |
| T9 | 60:40 | 90 | 300 |
| T10 | 60:40 | 90 | 250 |
Note: BR=brown rice; JR=japonica rice; TN=tigernut.
Experiment design
The extrusion conditions of control samples, as shown in Table 1, were based on preliminary trials, in which extrudates produced from both TN-BR and TN-JR displayed a better appearance and left the die without significant damage. The prepared composite raw materials of TN-BR and TN-JR were extruded separately at designated constant extrusion parameters, notably at a screw speed of 250, 300, and 350 rpm and a die temperature of 90°C, 100°C, and 110°C. Three levels of variations of both variables (die temperature and screw speed) resulted in nine treatments, as shown in Table 1.
Extrusion process
A laboratory scale collet extruder (SDR-1S; Seng Din Industrial Co. Ltd., Taiwan) was used for extrusion. Diverse cereals were blended using this extruder to produce various snacks. The prevalent engine-type, single-screw extruder was expended due to its rapid production capacity. The prepared composite raw materials of TN-BR and TN-JR were extruded separately at chosen constant extrusion conditions, as shown in Table 1 and Figure 1. Four holes of the die were opened during the initiation (assembling the machine) of the extruder. The moisture content of the sample was 12%. Prior to preliminary trials, the extruder was set to the required die temperature and screw speed, and allowed to run until stabilized. The system was in a steady state if there was no discernible drift in the torque or pressure of the die. The composite raw material was poured into a hopper. The feed rate was set to 300 g/min. As the screw moved lower down the barrel during extrusion, it kneaded the powder into a semi-solid material. Extrudates were eventually driven through one limited opening at a narrow end and collected. Subsequently, the extrudates were dried in an air-convection oven for 3 h. Following cooling, the dried extrudates were wrapped in zip-lock bags and stored at an ambient temperature until further evaluation. The physicochemical characteristics, as shown in Figure 1, were evaluated.
Figure 1. Extrudate production flow chart from composite raw materials, such as TN-BR or TN-JR.
Determination of physicochemical characteristics
Proximate composition
The moisture content, crude protein, ash, and crude fat of extrudates were estimated by Association of Official Analytical Chemists (AOAC (2005) methods of analysis, and the crude fiber content was evaluated by the method adopted by Umoh and Iwe (2022).
Texture profile analysis
The method followed by Kadiri et al. (2020) was amended to assess the hardness, springiness, and chewiness of extrudates by using an Instron Universal Testing Instrument (model 5564; Instron Co., OH, USA) installed with a 50-N load cell. In all, 15 replications of each extrudate sample were analyzed. The sample height was 22 mm, and the speed was 50 mm/min. The peak force required to cause 60% deformation and compression at a head speed of 50 mm was evaluated. The amount of force needed to cut an extrudate sample with a double press was observed. The test instrument was connected to a computer, which produced the data gathered throughout each series of readings. The physical and expansion characteristics of extrudates were crucial, especially for consumer acceptance. It is a unique characteristic of extruded snacks to have a puffed consistency.
Bulk density
The bulk density was measured using the volumetric displacement method by following the Hussain et al. (2022) method with minor modifications. A 500-mL measuring cylinder was filled with sea sand. A measured quantity of extrudates was put into the cylinder at random, and the filling process involved many shakes of the container. A 1-L container was used for larger extrudates. For each treatment, the mean of three measurements was noted. Bulk density was calculated using Equation (1):
Expansion ratio
Expansion ratio was evaluated by complying the method used by Preethi et al. (2021). The diameter of 30 random extrudates was measured by using a digital caliper. Following this, the expansion ratio was calculated using Equation (2):
Color
The color of powdered extrudates was evaluated using a ColorQuest (Hunter-Lab, Reston, VA, USA) colorimeter, working with xenon lamp illumination and an 8° angle as described by Allai et al. (2022). Prior to taking assessments, the instrument was set up against a reference white tile. Every sample was analyzed for five times after being crunched into a fine powder. The respective values of L* (whiteness/darkness), a* (redness), and b* (yellowness) were averaged to describe the color. Chroma (C*) and hue angle (H°) were expressed as mentioned by Phothisoot et al. (2023). The hue angle was denoted by the H° coordinate, and the chroma was expressed by the C* coordinate. Equations (3) and (4) were used to estimate C*and Ho, respectively:
where C* is the chroma, H° is the hue angle, a* is the redness, and b* is the yellowness.
Microstructure by scanning electron microscope (SEM)
The microstructure of extrudates was assessed by SEM (S-3000N; Hitachi, Tokyo, Japan). Extrudates were desiccated for a night prior to analysis and positioned on a sticky tape fitted to a stub of rectangular aluminum specimen. Following the gold–palladium coating, the samples were observed, and pictures were captured with an SEM at a magnification of 500× and an acceleration potential of 15.0 kV.
Total phenolic content
Total phenolic content was calculated as stated by Gavahian and Ratchaneesiripap (2022), with minor modifications. The extrudate samples were crunched into powder and the solution was extracted using methanol; 400 μL of sample extract was added with 300 μL of Folin–Ciocalteau reagent. Following this, 300 μL of Na2CO3 was added after 5 min and placed in the dark at a room temperature for 30 min. A spectrophotometer (Epoch; BioTek Instruments Co. Ltd., Taipei, Taiwan) was used to measure absorbance at 760 nm. Gallic acid was used for generating a standard calibration curve, and the results were expressed as mg GAE/100 g.
Antioxidant activity
DPPH free-radical scavenging ability
The DPPH methodology was used to estimate the free-radical scavenging ability of the samples obtained (Xu et al., 2022). In brief, 500 μL of filtered supernatants and 500 μL of DPPH solution were mixed. The solution must be kept in the dark at room temperature for 30 min to avoid light. Following this, an ultraviolet (UV)-visible spectrophotometer (Epoch; BioTek Instruments) was used to measure absorbance at 517 nm. Equation (5) was used to calculate DPPH free-radical scavenging:
Reductive potential estimation
The potential of antioxidants to convert ferric ions [Fe3+] to ferrous [Fe2+] ions is the basis of ferric reductive antioxidant capacity. The process serves as an assessment for the donation of electrons function, which is an indicator of the antioxidant capacity of polyphenols (Khiya et al., 2021). According to the approach described by Rakesh et al. (2021), the reduction potential of extrudates was determined with minor modifications. The extrudate samples were crushed into powder and the solution was extracted using methanol. A total of 300-µL methanol extract was mixed with phosphate buffer (0.2 M, pH 6.6) and 300-µL 1% potassium ferricyanide (K3[Fe(CN)6]) was mixed and vortexed. The solution was incubated at 50ºC for 20 min in a hot water bath and cooled at room temperature. Thereafter, 300-µL of 10% trichloroacetic acid (TCA) was added and vortexed. Subsequently, 250-µL distilled water and 250-µL FeCl3 were added and vortexed. A spectrophotometer (Epoch; BioTek Instruments) was utilized to determine absorbance at 700 nm. Ascorbic acid was utilized as a standard, and methanol was used as a blank.
Phosphomolybdate method assay
The phosphomolybdate approach, also known as the total antioxidant capability procedure, relies on the reduction of molybdenum (Mo [VI]), which exists as molybdate ions, to generate a green phosphate complex at an acidic pH (Khiya et al., 2021). According to the approach followed by Rakesh et al. (2021), the antioxidant activity of extrudate samples was assessed using the phosphomolybdate procedure. In the beginning, equivalent amounts of 28-mM sodium phosphate, 0.6-M sulfuric acid, and 4-mM ammonium molybdate were mixed to make phosphomolybdate solution. Following this, 100-μL extract was transferred into a clean Eppendorf tube with 1 mL of phosphomolybdate solution. The mixture was incubated at 85°C for 90 min in a hot water bath. Subsequently, it was allowed to cool at ambient temperature. The absorbance value was determined at 695 nm using a spectrophotometer (Epoch; BioTek Instruments). Ascorbic acid was utilized as a standard.
Water Absorption Index (WAI) and Water Solubility Index (WSI)
With minor modifications, WAI and WSI were calculated using the approach adopted by Yadav KC et al. (2021). In brief, 3 g of extrudate sample was crunched into a fine powder and mixed with 50 mL of distilled water in weighed centrifuge tubes. The samples were centrifuged at 1,800×g for 15 min after 30 min of settling. To compute WSI, the supernatant was poured into a drying plate and dried at 105°C until a constant weight was reached. The weight of dried solids from the supernatant was divided by the initial weight of the sample to determine WSI. The ratio of the residue to the sample weight was used to express WAI. Equations (6) and (7) were used to determine WAI and WSI, respectively:
where X1 is the weight of aluminum plate (g), X2 is the weight of dry centrifuge tube (g), X3 is the sample weight (g), X4 is the weight of aluminum plate + residue (g), and X5 is the weight of residue + centrifuge tube (g).
Oil absorption capacity (OAC)
The oil absorption capacity of a food item indicates the amount of oil associated with a matrix in a specific food system, and it could be used as an indicator of food hydrophobicity. The approach stated by Singh et al. (2023) was used to evaluate OAC. In all, 10-mL soyabean oil was transferred into a centrifuge tube, already weighed with 1 g of sample. Following centrifugation at 4,000×g for 20 min, the tube was left stationary for 15 min but shaken at every 5 min throughout that period. Following the removal of the supernatant, the solution was decanted and weight of the retrieved gel was noted. Three replicates for each sample were measured. OAC was calculated using Equation (8):
Statistical analysis
Experimental data were first sorted by Excel 365 (Office 365, Microsoft Taiwan Co.). The sorted data were processed by the statistical software SPSS (Windows V9 1; SPSS Institute Inc., Cary, NC, USA) using one-way ANOVA for the variance analysis of experimental factors; comparison of mean values was done with Duncan’s multiple range test (P < 0.05).
Results and Discussion
Proximate composition of extrudates
Moisture
Treatment T1 (control) had a moisture level of 5.37% whereas extrudates produced from TN-BR exhibited moisture content ranging from 4.03% to 4.84% (Table 2). Results from TN-JR extrudates displayed a similar pattern. The moisture of T1 (control) was 6.56% whereas the moisture of extrudates ranged from 4.11% to 6.02% (Table 2). The major parameter correlated with this characteristic was the screw speed. At lower screw speed (250 rpm), there was a higher inflow of special mechanical energy, indicating higher flow resistance. As a result, the melt die temperature of the in-process paste within the extruder was increased, indicating that internal moisture was eliminated more frequently at the time of discharge of the sample from the extruder. This was in line with the observations made by Sandrin et al. (2018). The study further revealed (as shown in Table 2) that extrudates produced at higher die temperatures (110°C) had lower moisture content than those produced at lower die temperatures (90°C). The low moisture content of products is related to water evaporation during the extrusion process. The findings indicated that feed formulation, higher melt temperature (110°C), and die pressures were associated with lower extrudate moisture levels, which were congruent with the results reported by Yunusa et al. (2022). It was observed that moisture content was reduced upon extrusion; however, it had significant differences (P< 0.05) among the treatments, compared to T1 (control), as shown in Table 2. The extrudates containing low moisture levels might extend the shelf-life.
Table 2. Proximate composition of the extrudates produced from composite materials of TN-BR and TN-JR.
| Treatments | Moisture (%) | Protein (%) | Ash (%) | Crude fat (%) | Crude fiber (%) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | |
| T1 (control) | 5.37 ± 0.05a | 6.56 ± 0.42a | 9.18 ± 0.08a | 6.08 ± 0.13b,c | 1.37 ± 0.03b | 0.63 ± 0.02c | 2.05 ± 0.70e | 2.04 ± 0.01i | 1.77 ± 0.16g | 1.31 ± 0.04f |
| T2 | 4.84 ± 0.06b | 4.11 ± 0.16d | 7.33 ± 0.07b | 6.66 ± 0.14a | 1.59 ± 0.39a | 1.37 ± 0.01a | 9.90 ± 0.06a | 11.22 ± 0.16a | 2.51 ± 0.08f | 3.54 ± 0.21a |
| T3 | 4.77 ± 0.10b | 4.22 ± 0.13d | 7.28 ± 0.11b | 6.18 ± 0.18b | 1.56 ± 0.02a,b | 1.36 ± 0.01a | 8.94 ± 0.01b | 9.00 ± 0.17b | 2.68 ± 0.22e,f | 3.22 ± 0.05b |
| T4 | 4.84 ± 0.09b | 4.24 ± 0.11d | 7.23 ± 0.53b | 5.97 ± 0.42b-d | 1.53 ± 0.19a | 1.31 ± 0.04a,b | 8.24 ± 0.14c | 8.51 ± 0.17c | 2.76 ± 0.05e | 2.95 ± 0.03c |
| T5 | 4.35 ± 0.07c | 4.55 ± 0.11c | 7.21 ± 0.16b | 5.89 ± 0.20b-d | 1.52 ± 0.24a | 1.24 ± 0.01a,b | 8.13 ± 0.01c | 8.17 ± 0.13d | 3.35 ± 0.15c | 2.39 ± 0.14d |
| T6 | 4.41 ± 0.40c | 4.56 ± 0.04c | 6.74 ± 0.19c | 5.74 ± 0.10c-e | 1.49 ± 0.30a | 1.23 ± 0.02a,b | 7.95 ± 0.04c | 7.53 ± 0.21e | 3.52 ± 0.04b,c | 2.31 ± 0.05d |
| T7 | 4.03 ± 0.04d | 4.70 ± 0.07c | 6.64 ± 0.15c | 5.62 ± 0.09d-f | 1.46 ± 0.29a | 1.22 ± 0.39a,b | 7.47 ± 0.32d | 7.23 ± 0.18f | 3.92 ± 0.01a | 2.28 ± 0.06d |
| T8 | 4.34 ± 0.15c | 5.85 ± 0.12b | 6.20 ± 0.09d | 5.47 ± 0.16e,f | 1.45 ± 0.46a | 1.08 ± 0.01b | 7.37 ± 0.07d | 6.85 ± 0.19g | 3.08 ± 0.01d | 2.10 ± 0.03e |
| T9 | 4.05 ± 0.04d | 5.92 ± 0.11b | 6.11 ± 0.04d | 5.35 ± 0.10f | 1.41 ± 0.46a | 1.06 ± 0.17b | 7.18 ± 0.06d | 6.06 ± 0.19h | 3.61 ± 0.08b | 2.03 ± 0.05e |
| T10 | 4.21 ± 0.19c,d | 6.02 ± 0.11b | 6.09 ± 0.08d | 5.32 ± 0.17f | 1.40 ± 0.42a | 1.05 ± 0.88b | 7.15 ± 0.21d | 5.83 ± 0.20h | 3.03 ± 0.04d | 2.00 ± 0.06e |
Notes: Results are mean values of triplicate determination.
Average values with identical superscripts in the same column differ significantly (P < 0.05).
JR: Japonica rice; BR: brown rice.
Protein
Treatment T1 (control) had a protein content of 9.18%, while extrudates produced from TN-BR had a protein content ranging from 6.09% to 7.33% (Table 2). When the die temperature was lowered, the protein composition of extrudates decreased dramatically. Extrudates generated from TN-JR were shown to produce results with a similar pattern. T1 (control) had a protein content of 6.08%, while that of extrudates ranged from 5.32% to 6.66% (Table 2).
The chosen extrusion factors, in particular die temperature and screw speed, exhibited a considerable effect (P<0.05) on the protein content of extrudates. The thermal effect triggered by an increase in die temperature during the extrusion process could induce protein denaturation. Disulfide bonds, hydrogen bonds, and ionic bonds, maintaining structure of proteins, were disrupted during extrusion because of shear and friction. This was in line with the results reported by Wang et al. (2022). As the die temperature increased to 110°C, the system’s viscosity decreased, leading to a reduction in shear force and the extent of protein denaturation, which was congruent with the findings of Yang et al. (2022). Extrusion slightly increased protein concentration by increasing its digestibility because of protein denaturation. The outcomes were consistent with the results demonstrated by Gasparre et al. (2020), wherein the protein content of TN and rice extrudate improved from 5.34% to 6.30%. The results indicated that TN-BR-derived extrudates under an extrusion temperature of 110°C and a screw speed of 350 rpm comprised higher protein content (7.33%) than the extrudates produced from TN-JR (6.66%). Protein is an essential dietary requirement for health. The accessible disposition of protein in TN-BR extrudates with higher protein content for human consumption could play a crucial role in meeting the dietary requirements of humans.
Ash
The ash content of T1 (control) was 1.37% whereas that of extrudates produced from TN-BR varied from 1.40% to 1.59% (Table 2). Screw speed and die temperature had no significant influence on the ash content of extrudate samples. The TN-JR extrudates showed contrary trends. T1 (control) had an ash content of 0.63% whereas other extrudates had an ash level varying from 1.05% to 1.37% (Table 2). Variations in the ash content of TN-JR extrudates were statistically significant (P < 0.05). Ash occurs because of various chemical reactions and structural changes, particularly the development of complexes among lipids and amylose during extrusion that gelatinized starch. The ash content of extrudates increased with the increasing die temperature (90–110°C). These findings were in concordance with the findings of developed cocoyam noodles reported by Sobowale et al. (2021), in which the higher temperature decreased the amount of moisture during extrusion and concentrated the available inorganic matter. The higher ash content (T2: 1.59% as shown in Table 2) of extrudates indicated that they could potentially be a better source of mineral elements. The highest proportion of TN formulation (60%) could explain an increase in the ash content of extrudates. The uptake of certain biological macromolecules upon extrusion and a spike in the yield of dry matter could be the reason for elevated ash content. Similar outcomes were observed in the study conducted by Pandiselvam et al. (2019), which revealed that the combination of corn flour and water chestnut flour improved the ash content after extrusion from 0.74% to 1.93%. According to Jabeen et al. (2021), the extrusion process enhances the availability of minerals by deactivating anti-nutritional factors, which could be responsible for high ash content of developed extrudates. Altaf et al. (2021) reported that the ash level of extrudates produced from the rice and chickpea flour blend was 1.23 g, which was similar to the findings of the present investigation. The results revealed that extrudates generated from TN-BR had higher ash content (1.59%) than those generated from TN-JR (1.37%) as shown in Table 2.
Crude fat
As a processing aid for extrusion, fat influences the palatability and lubricating action of snacks in feed. The fat content of T1 (control) was 2.05% whereas that of extrudates produced from TN-BR ranged from 7.15% to 9.90% (Table 2). Extrudates made from TN-JR were found to provide results in a similar pattern. The fat content of T1 (control) was 2.04% whereas that of extrudates ranged from 5.83% to 11.22% (Table 2).
The decreasing pattern of crude fat values was observed with a decrease in both temperature and screw speed. Fat disintegrates because of its internal structure, becoming exposed to the introduction of heat. Lipids disintegrate, increasing the concentration of lipid molecules within the resulting solution. Lipids are transformed into liquid oil, and the oil migration is accelerated by rise in extrusion temperature to 110°C. This could be due to the interaction between high pressure and shear stress, which was in line with the observations reported by Dalbhagat et al. (2019). The findings of the present study indicated that the crude fat content of extrudates increased upon extrusion. The higher fat content of extrudates possibly could be caused by decreased oxidation of unsaturated fatty acids in TN, as stated by Sobowale et al. (2021). Increased fat content (7.15%) could also be due to high fat content in TN and BR (formulation).
The fat content was retained and hindered from escaping because of the gelatinization of starch and the alteration of proteins during the process of thermal extrusion. All the raw materials examined herein were subjected to high shear and high temperature conditions during extrusion, and because of their higher fat content, oil leakage during extrusion could not take place. This is similar to results demonstrated by Espinosa-Ramírez et al. (2021). Following extrusion, the fat content of food is normally reduced. Certain lipids are also lost in free oil at the die; however, this only happens with high-fat ingredients. This is in concordance with the findings observed by Filli (2016). It is well accepted that fat may interact with starch and proteins during extrusion, resulting in complexes that decrease the oxidization process of extrudates during storage and effectively prolong their shelf-life, as stated by Wang et al. (2022).
Crude fiber
The crude fiber content of T1 (control) was observed as 1.77% whereas that of extrudates produced from TN-BR ranged from 2.51% to 3.92% (Table 2). Results from extrudates produced from TN-JR were discovered to display a different pattern. The crude fiber content of T1 (control) was observed as 1.31%, whereas that of extrudates (TN-JR) ranged from 2.00% to 3.54% (Table 2). The amount of fiber in the extrudates of TN-JR was observed to increase with an increase in screw speed. This could be due to higher crude fiber content and the development of resistant starch (retrograded amylose) during storage.
The development of resistant starch is liable for an apparent rise in the fiber content of extrudates. This is due to variations that trigger an increase in the quantity of insoluble fiber, thus elevating total fiber content. This concurs with the study conducted by Jabeen et al. (2021). The loss of fiber content in TN-BR extrudates following the extrusion is linked to strong shear processes driven by extrusion at high die temperature (110°C), which physically damages fiber-rich cell walls. Both soluble and insoluble fibers are constituents of fibers. Soluble dietary fiber can be formed by the break down of cellulose and hemicellulose, with cellulose being more complex to degrade than hemicellulose.
The expansion rate is influenced by extrusion. Increased cellulose levels in flour mixtures minimize expansion during the process of extrusion, as reported by Wang et al. (2022). However, a moderate state of extrusion (lower temperature [<200°C], shorter exposure time, and higher moisture level) has a minimal impact on the amount of contained fiber; it might help to redistribute specific fiber components, as reported by Sobowale et al. (2021). Since TN flour comprises considerable fiber content, incorporating it into snacks can help meet nutritional needs for this excellent source. Albors et al. (2016) and Yu et al. (2022) revealed that including TN substantially enhanced the fat, fiber, and mineral attributes of pasta. The results indicated that extrudates produced from TN-BR had more crude fiber content (3.92%) than those produced from TN-JR (3.54%). The fiber constituents of an extrudate could be improved by high-temperature extrusion. According to Forsido et al. (2019), fiber levels in oats, soybean, and linseed composite extrudates improved from 3.8% to 4.3%. According to different studies, consuming plenty of crude fiber reduces the risk of diet-associated diseases, such as diabetes, colon cancer, and heart-related issues. Therefore, TN-BR extrudates could contribute to the human diet.
Texture profile analysis
Hardness, chewiness, and springiness
Hardness is a characteristic that is frequently assessed while reviewing food products. This is among the most significant determining variables for the acceptability of extrudates for consumption. This variable, which influences the excessive brittleness of commodities, must have the lowest values feasible in extruded products (Mikołajczak & Sobiechowska, 2019). Extrudates produced from TN-BR had hardness varying from 2.35 N to 3.37 N whereas hardness of T1 (control) was reported as 2.31 N (Table 3). Extrudates produced from TN-JR had identical results throughout the pattern. T1 (the control) was found to have a hardness of 1.50 N whereas the hardness of TN-JR extrudates ranged from 2.46 N to 3.18 N (Table 3).
Table 3. Textural and physical characteristics of extrudates.
| Treatments | Texture profile | Bulk density (g/cm3) | Expansion ratio | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Hardness(N) | Springiness (mm) | Chewiness (N) | ||||||||
| TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | |
| T1 (control) | 2.31 ± 0.60b | 1.50 ± 0.40c | 2.24 ± 0.27g | 2.22 ± 0.13c | 205.01 ± 3.35e | 126.34 ± 3.02e | 0.32 ± 0.09d | 0.11 ± 0.01f | 2.52 ± 0.08a | 2.88 ± 0.19a |
| T2 | 2.35 ± 0.40b | 2.46 ± 0.39b | 2.30 ± 0.06f,g | 2.25 ± 0.13b,c | 234.71 ± 3.40d | 134.93 ± 3.68d | 1.17 ± 0.15c | 0.22 ± 0.01e | 2.24 ± 0.09b | 2.44 ± 0.19b |
| T3 | 2.49 ± 0.50b | 2.76 ± 0.54a,b | 2.37 ± 0.07e,f | 2.27 ± 0.10b,c | 234.93 ± 2.92d | 137.13 ± 3.71d | 1.26 ± 0.38c | 0.25 ± 0.01e | 2.21 ± 0.10b | 2.34 ± 0.11c |
| T4 | 3.18 ± 0.84a | 2.77 ± 0.52a,b | 2.44 ± 0.06d,e | 2.30 ± 0.31a-c | 235.19 ± 3.91d | 138.04 ± 3.15d | 1.26 ± 0.04c | 0.26 ± 0.01e | 2.10 ± 0.08c | 2.32 ± 0.11c,d |
| T5 | 3.22 ± 0.50a | 2.97 ± 0.57a | 2.46 ± 0.07c-e | 2.31 ± 0.20a-c | 242.06 ± 2.84c | 165.15 ± 3.09c | 1.30 ± 0.09c | 0.39 ± 0.01d | 2.02 ± 0.08d | 2.31 ± 0.17c,d |
| T6 | 3.27 ± 0.78a | 3.11 ± 0.75a | 2.50 ± 0.06c,d | 2.34 ± 0.16a-c | 245.01 ± 3.86b,c | 166.82 ± 2.23b,c | 2.57 ± 0.04a | 0.47 ± 0.02c,d | 2.01 ± 0.16d | 2.29 ± 0.20c |
| T7 | 3.30 ± 0.53a | 3.10 ± 0.86a | 2.54 ± 0.06b-d | 2.39 ± 0.16a-c | 247.64 ± 3.47b | 167.26 ± 2.63b,c | 2.51 ± 0.02a | 0.54 ± 0.07b,c | 1.91 ± 0.21e | 2.25 ± 0.09d,e |
| T8 | 3.07 ± 0.51a | 3.14 ± 0.63a | 2.57 ± 0.09a-c | 2.45 ± 0.38a | 247.78 ± 3.15b | 168.06 ± 3.83b,c | 1.39 ± 0.25c | 0.56 ± 0.06b,c | 1.89 ± 0.05e | 2.22 ± 0.17e |
| T9 | 3.36 ± 0.42a | 3.18 ± 0.48a | 2.61 ± 0.05a,b | 2.50 ± 0.22a | 255.13 ± 3.33a | 169.55 ± 3.24a,b | 1.81 ± 0.01b | 0.59 ± 0.11a,b | 1.79 ± 0.06f | 2.12 ± 0.13f |
| T10 | 3.37 ± 0.37a | 3.18 ± 0.54a | 2.64 ± 0.03a | 2.46 ± 0.11a,b | 256.72 ± 2.57a | 172.83 ± 3.87a | 2.52 ± 0.02a | 0.66 ± 0.05a | 1.65 ± 0.14g | 2.12 ± 0.08f |
Notes: Results are mean values of triplicate determination.
Average values with identical superscripts in the same column differ significantly (P < 0.05).
JR: Japonica rice; BR: brown rice.
High die temperature (110°C) and screw speed (350 rpm) resulted in lower values for hardness as shown in Table 3. The table illustrates the effect of processing factors on the hardness of extrudates. It also indicates that the maximum amount of TN flour (60%) during extrusion could have increased product hardness (2.35–3.37 N in TN-BR formulation and 2.46–3.18 N in TN-JR formulation). This could be associated with the melting viscosity reducing bubble formation, which resulted in extrudates (TN-BR) with higher densities and less porosity, eventually increasing the hardness of extrudate samples, which was congruent with the observations reported by Yağcı et al. (2020). According to Ačkar et al. (2018), incorporating more fiber of plant origin tends to make a product harder, because this reduces cell wall thickness, resulting in their rapid breakdown.
Die temperature and screw speed significantly affected the extent to which the peak breakage force of an extrudate was reduced. A higher expansion ratio and a lower bulk density are associated with declined hardness of extrudates (TN-JR). Melt viscosity is whittled down, and water vapor pressure is simultaneously increased with increase in die temperature and screw speed. The generation of air at the micro-structural cell level of an extrudate was stimulated by a rise in vapor pressure, forming a porous and brittle texture, thus lowering the hardness of TN-JR extrudate. Similar observations were stated by Gopirajah and Muthukumarappan (2018). Further, similar results were reported by Mohamad Mazlan et al. (2019), in which the hardness values of extrudates declined with an increase in temperature.
Chewiness describes the energy required to chew food until it is ready for consumption. Chewiness is determined by computing hardness with springiness. The extrudates produced from TN-BR had chewiness values varying from 234.71 N to 256.72 N whereas T1 (control) was reported to have a chewiness of 205.01 N (Table 3). The extrudates produced from TN-JR had similar results throughout the pattern. The T1 (control) of TN-JR was found to have a chewiness of 126.34 N whereas the springiness of TN-JR extrudates ranged from 134.93 N to 172.83 N (Table 3). Table 3 demonstrates that the extrudates’ chewiness and hardness were dramatically enhanced with decrease in die temperature. A substantial positive association between hardness and chewiness was observed. This was similar to the previous texture analysis studies reported by Xie et al. (2023). It also implied that incorporating higher amount of TN flour (60%) during extrusion possibly increased extrudates’ chewiness, since variations in melt viscosity resulted in extrudates with lesser porosity.
The capacity of a food product to spring back following an initial deformation is known as springiness. Springiness shows how well the product returns to its original structure after the first compression, while resilience describes how well the product regains its original height. Extrudates have less springiness if they are more porous or crispier. The extrudates produced from TN-BR had springiness values varying from 2.30 mm to 2.64 mm whereas the T1 (control) of TN-BR was reported to have a springiness of 2.24 mm (Table 3). The extrudates produced from TN-JR were observed to have similar results throughout the pattern. The T1 (control) of TN-JR was found to have a springiness of 2.22 mm whereas the extrudates produced from TN-JR had a springiness of 2.25–2.46 mm (Table 3).
Springiness decreased with an increase in temperature (90–110°C) and screw speed (250–300 rpm). Lowering the screw speed, on the other hand, resulted in increased springiness and chewiness of extrudates. Lower screw speed (250 rpm) increased the residence time of formulated flour within the extruder barrel, allowing a higher shearing impact on the melt, resulting in increased creation of new bonds, and influencing texturization. The presence of protein, sugar, and fat in flour contributed to the framework of starch breaking down cell walls, which resulted in increased porous form because of air cells and decreased texture characteristics, such as hardness and springiness. The results aligned with the study conducted by Zahari et al. (2021).
The extrudates produced at higher temperatures (110°C) and screw speeds (350 rpm) had a lower bulk density and higher expansion than other conditions. Considering the results, die temperature and screw speed are the extruding process variables that significantly affect texture, particularly their springiness and chewiness. Chewiness of extrudates exhibited a similar pattern concerning hardness in a study conducted by Zahari et al. (2021).
Bulk density
Bulk density, which describes expansion across all dimensions, is a puffing intensity indicator. The bulk density of the T1 (control) of TN-BR was 0.32 g/cm3, whereas extrudates produced from TN-BR had a bulk density ranging from 1.17 g/cm3 to 2.57 g/cm3 (Table 3). Bulk density of extrudates decreased with an increase in die temperature. A similar pattern of results was reported from the extrudates prepared from TN-JR. The bulk density of T1 (control) was 0.11 g/cm3, whereas TN-JR extrudates had a bulk density ranging from 0.22 g/cm3 to 0.66 g/cm3 (Table 3).
Die temperature and screw speed had a substantial effect (P < 0.05) on the production of extrudates. The lower the bulk density, the better the extrudates. Higher bulk density represents a lower expansion ratio. According to Philipp et al. (2018), die temperature, or melt temperature, had a considerable effect on the rheological characteristics of extruded melt, which influenced the extent of expansion, and these observations were similar to the findings of the present study. The increased screw speed (350 rpm) tends to decrease the melting viscosity of mixture, resulting in increased elasticity of dough and lowered density of TN-JR extrudates. In the present experiment, decrement in the expansion of the extrudates produced from TN-BR resulted in increased bulk density. The formulation of TN-BR (60:40), which is rich in fat and fiber, could have increased the bulk density (2.57 g/cm3) of extrudates. High fiber causes break down of cell walls, thereby preventing adequate expansion of air bubbles, thereby increasing the bulk density of TN-BR extrudates. Gasparre et al. (2020) discovered a similar increase in the bulk density of corn, soybean husk, and TN composite extrudate from 0.21 g/cm3 to 0.65 g/cm3. According to the findings, TN-JR extrudates had lower bulk density (0.22–0.66 g/cm3) than that of TN-BR extrudates (1.17–2.57 g/cm3), as shown in Table 3.
Expansion ratio
Expansion ratio, an important extrudate attribute, is defined as the amount of puffing that the extrudate experiences as it exits the die hole. The expansion ratio is significantly influenced by the extrusion processing conditions and the biochemical and physical properties of raw material. The expansion ratio of T1 (control) was 2.52 whereas the extrudates produced from TN-BR had an expansion ratio ranging from 1.65 to 2.24 (Table 3). A similar sequence of results was reported for the extrudates produced from TN-JR. The expansion ratio of T1 (control) was 2.88 whereas TN-JR extrudates had an expansion ratio ranging from 2.12 to 2.44 (Table 3). Die temperature and screw speed were discovered to have a substantial (P < 0.05) effect on the expansion ratio during extrudate production. The expansion ratio of extrudates increased with increasing die temperature and screw speed. Gelatinization was increased at a higher temperature (110°C) and was responsible for improved expansion ratio, which was congruent with the results reported by Yusuf et al. (2017). The shearing influence of screw speed, which leads protein molecules to move outwards, weakens the bonds and produces a puffed product. The outcome revealed that increased screw speed (350 rpm) was responsible for increased puffiness (expansion). The values relied on every component of extruded foods, including protein, fat, sugar, and fiber. This was in concordance with the outcomes stated by Angelova et al. (2021). The lower expansion ratio could be due to a higher TN composition ratio, which comprised higher insoluble fiber and a decrement of starch during extrusion.
High fiber and fat content and decreased starch content of TN-BR (60:40) could be responsible for the lower expansion (1.65) of extrudates. The past investigations demonstrated that fibers had a stronger ability to bind water than starch, hence reducing the loss of water on the die, which directly influenced the expansion of product. This was similar to the observations made by Ačkar et al. (2018) in their research.
The increased fat content in TN-BR samples could have diminished the melt viscosity of extruded products, resulting in reduced die pressure and less expanded products with higher bulk density. On the other hand, the extrudates produced from TN-JR exhibited higher expansion, similar to the results stated by Pandiselvam et al. (2019).
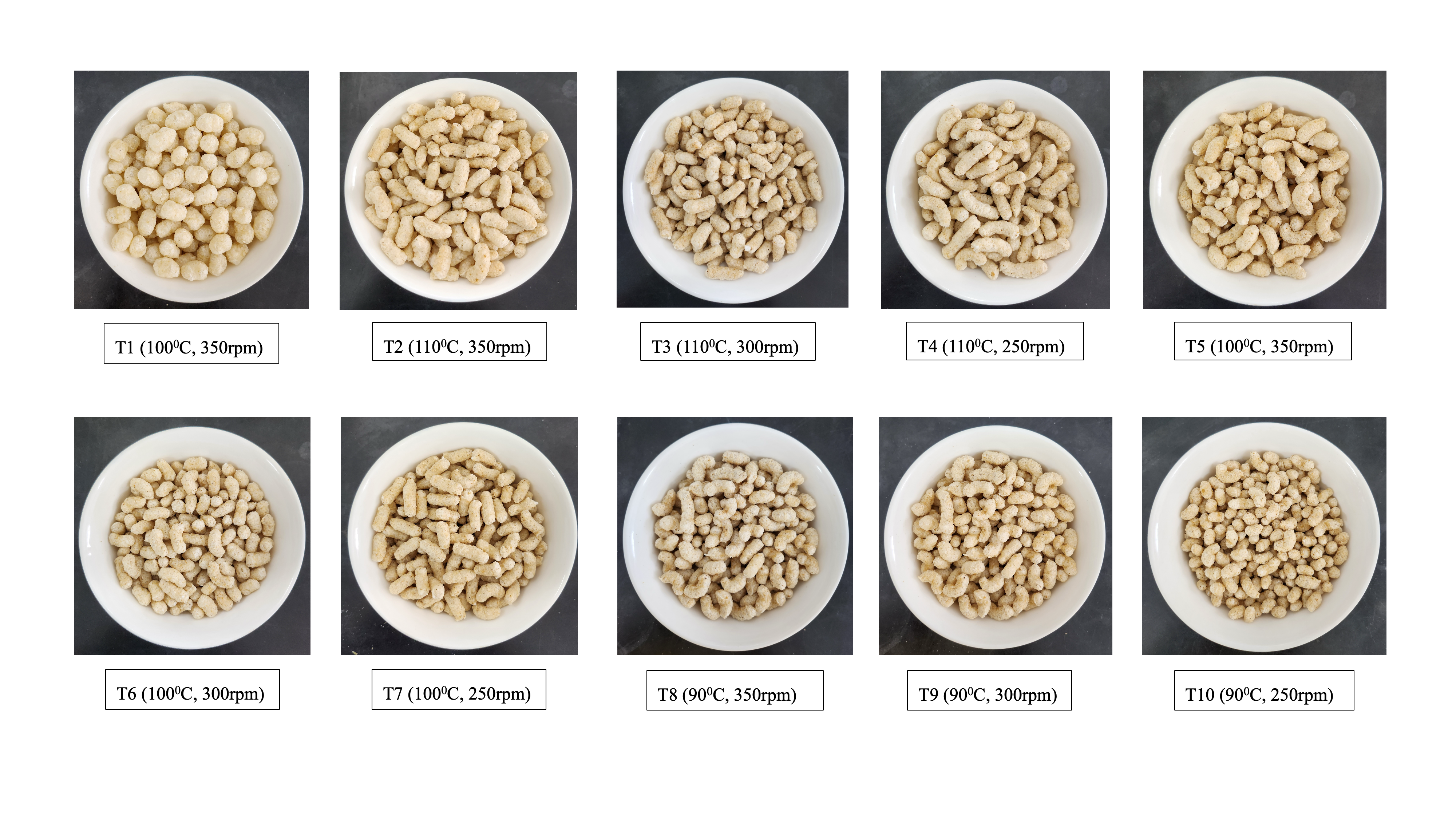
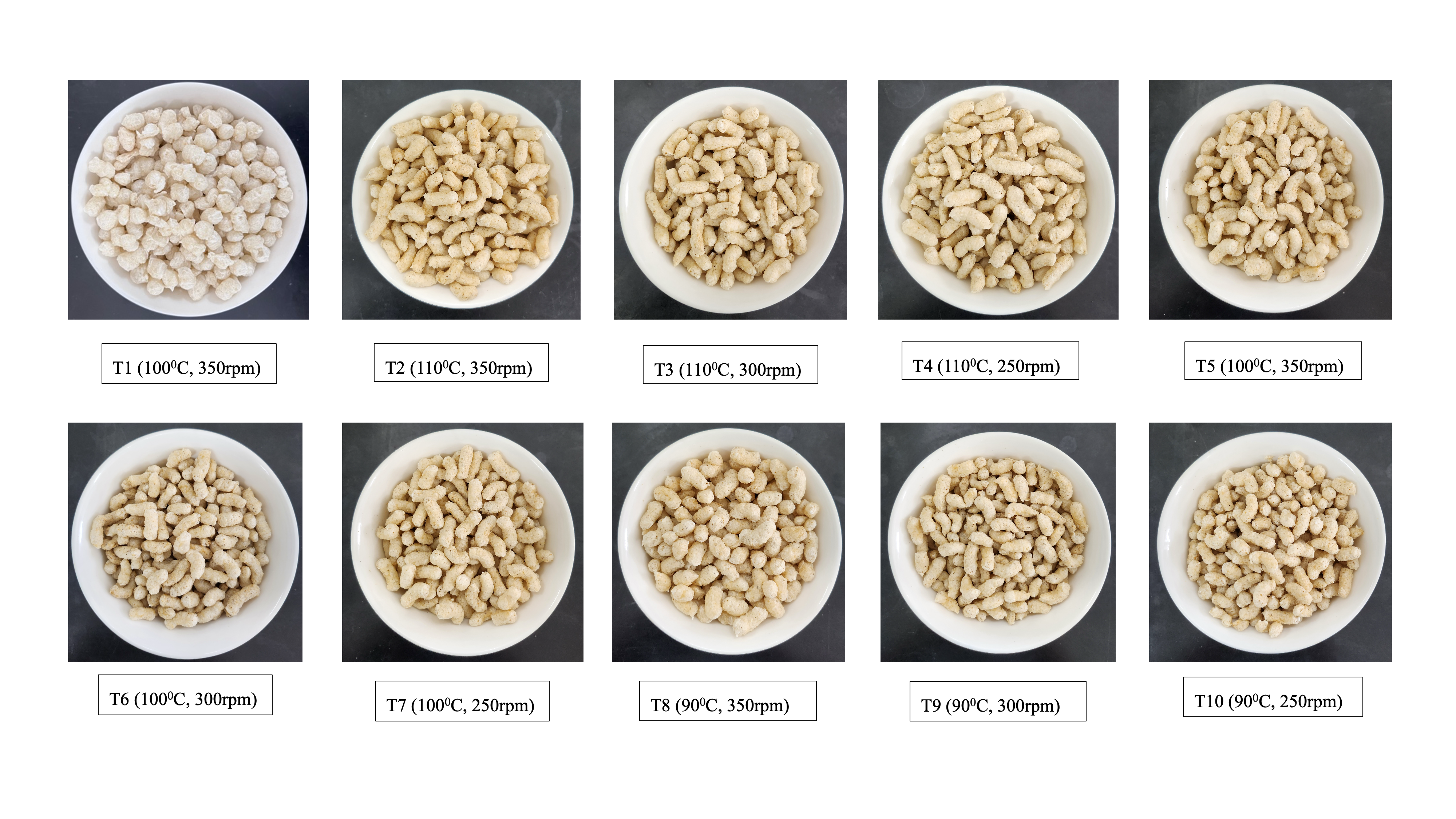
The results of this experiment were in line with previously reported data. For example, Gasparre et al. (2020) reported that expansion ratio decreased with the values ranging from 1.01 to 13.78 when TN flour was mixed with rice flour and other materials, such as mango peel and lentil. Maximum expansion ratio (2.24) was obtained with a die temperature of 110°C and a screw speed of 350 rpm. The findings suggested that TN-JR-derived extrudates had a higher expansion ratio (2.44) than those produced from TN-BR (2.24), as shown in Table 3. The expansion of extrudates is shown in Figures 2 and 3.
Figure 2. Appearance of the extrudates produced from TN-BR at varius screw speeds and die temperatures.
Figure 3. Appearance of the extrudates produced from TN-JR at various screw speeds and die temperatures.
Color
Color is a key factor determining extrudate quality and influencing how consumers perceive the product. Change in color is a reliable indicator of how extrusion cooking has impacted extrudates. Particularly, L* could be considered the most appropriate measurement for estimating browning kinetics. Table 4 provides L*, a*, and b*color measurements of extrudates. The L* values of TN-BR were found to range between 68.86 and 74.30 whereas values of a* ranged between 2.31 and 2.89 and that of b* ranged between 14.94 and 15.96. The sequence of results reported for TN-JR extrudates was similar. The L* values of TN-JR extrudates were found to range between 69.89 and 75.44 whereas values of a* ranged between 2.06 and 2.36 and that of b* ranged between 14.49 and 16.08 (Table 4).
The production of extrudates was significantly affected (P < 0.05) by die temperature and screw speed. The magnitude of a* and b* decreased with an increase in die temperature, resulting in a darker hue. In addition to the observable effects of inclusion of both TN and BR, the Maillard reaction caused during extrusion also affected the process. The Maillard reaction caused color variation, and the caramelizing reaction affected mobile sugars, proteins, fat, and amino acids.
Extrusion increases the breakdown of starches to generate free sugars at high temperatures (110°C) and high shears, which increase caramelizing reactions. Similar results were reported by Tangjaidee et al. (2019). Therefore, it was anticipated that the values of L* increased and that of a* and b* decreased with an increase in temperature and screw speed. The existence of flavonoids, phenolics, and other pigments may cause alteration in L*. Previous studies conducted by Arivalagan et al. (2018) and Selani et al. (2014) indicated that phenol compounds and others in raw materials were subjected to nonenzymatic browning enhanced by constituted sugars and pigment degradation. According to the findings of the studies, extrudates turned darker with an increase in temperature to 110°C; however, they had an acceptable color. These results concurred with the research conducted by Singha et al. (2018), in which the values of L* ranged from 64.69 to 91.25, and the results illustrated that extrudates were darkened at higher temperatures.
Chroma refers to color saturation and is closely associated with the degree of color brightness. The chroma values of the extrudates produced from TN-BR ranged from 15.12 to 16.22 (Table 4), and their hue angle ranged from 79.79° to 81.22°. The extrudates generated by TN-JR had a comparable sequence of findings. Chroma values for TN-JR extrudates ranged from 14.63 to 16.25, and hue angles ranged from 81.10° to 82.06° (Table 4). The flour formulation of extrudates increased chroma values dramatically, compared to the control (T1), which were 12.86 for T1 (control) of TN-BR and 11.76 for T1 (control) of TN-JR. The quantity of phenolics in extrudates explains increased chroma values.
Table 4. Color characteristics of extrudates.
| Treatments | TN-BR | TN-JR | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| L* | a* | b* | Chroma | Hue angle | L* | a* | b* | C* | Hº | |
| T1 (control) | 81.08 ± 0.93a | 0.91 ± 0.02d | 12.83 ± 0.18c | 12.86 ± 0.18c | 85.96 ± 0.08a | 82.91 ± 0.13a | 1.11 ± 0.02c | 11.71 ± 0.26d | 11.76 ± 0.26d | 84.59 ± 0.31a |
| T2 | 74.30 ± 1.27b | 2.31 ± 0.1c | 14.94 ± 0.86b | 15.12 ± 0.86b | 81.22 ± 0.35b | 75.44 ± 0.11b | 2.06 ± 0.03b | 14.49 ± 0.20c | 14.63 ± 0.20c | 81.90 ± 0.04b |
| T3 | 73.70 ± 1.90b | 2.47 ± 0.04b | 15.08 ± 0.06b | 15.28 ± 0.05b | 80.71 ± 0.20c | 75.33 ± 0.45b | 2.07 ± 0.03b | 14.89 ± 0.12b,c | 15.03 ± 0.12b,c | 82.06 ± 0.10b |
| T4 | 73.67 ± 1.07b | 2.50 ± 0.08b | 15.08 ± 0.03b | 15.28 ± 0.03b | 80.60 ± 0.30c | 74.90 ± 0.73b | 2.08 ± 0.01b | 14.95 ± 0.22b,c | 15.09 ± 0.21b,c | 82.05 ± 0.14b |
| T5 | 72.87 ± 1.34b,c | 2.51 ± 0.05b | 15.10 ± 0.04b | 15.31 ± 0.04b | 80.58 ± 0.21c | 74.14 ± 0.08c | 2.09 ± 0.07b | 14.99 ± 0.58b,c | 15.14 ± 0.58b,c | 82.05 ± 0.46b |
| T6 | 73.26 ± 0.62b | 2.51 ± 0.06b | 15.13 ± 0.05b | 15.34 ± 0.04b | 80.57 ± 0.24c | 74.05 ± 0.04c | 2.10 ± 0.11b | 15.03 ± 0.01b,c | 15.17 ± 0.01b,c | 82.02 ± 0.42b |
| T7 | 72.84 ± 1.44b,c | 2.52 ± 0.06b | 15.15 ± 0.07b | 15.35 ± 0.06b | 80.55 ± 0.26c | 71.78 ± 0.07d | 2.11 ± 0.02b | 15.03 ± 0.04b,c | 15.17 ± 0.04b,c | 82.01 ± 0.06b |
| T8 | 70.66 ± 1.37c,d | 2.83 ± 0.07a | 15.88 ± 0.10a | 16.13 ± 0.11a | 79.91 ± 0.21d | 71.62 ± 0.30d | 2.29 ± 0.24a | 15.08 ± 0.32b | 15.25 ± 0.28b | 81.35 ± 1.08b,c |
| T9 | 68.86 ± 1.65d | 2.89 ± 0.12a | 15.94 ± 0.37a | 16.20 ± 0.37a | 79.72 ± 0.43d | 70.00 ± 0.75e | 2.36 ± 0.04a | 15.09 ± 0.04b | 15.27 ± 0.04b | 81.10 ± 0.16c |
| T10 | 69.35 ± 1.08d | 2.88 ± 0.07a | 15.96 ± 0.02a | 16.22 ± 0.02a | 79.79 ± 0.24d | 69.89 ± 0.73e | 2.36 ± 0.13a | 16.08 ± 0.47a | 16.25 ± 0.47a | 81.65 ± 0.47b,c |
Notes: Results are mean values of triplicate determination.
Average values with identical superscripts in the same column differ significantly (P < 0.05).
JR: Japonica rice; BR: brown rice; L*: lightness; a*: redness; b*: yellowness; C*: chroma; Hº: hue angle.
The caramelization of sugars in raw materials during heating was reflected in an upsurge of colors. Similar observations were demonstrated in the research conducted by Arivalagan et al. (2018), which illustrated that chroma values in coconut haustorium (a byproduct of the coconut processing industry) increased significantly (between 7.56 and 34.6), compared to the control (7.56). The browning of products occurring throughout the process of extrusion was apparently induced by reduced L* values associated with the color and hue transition closer to the red color exhibited in the studied extrudates. Regarding the lesser expanded extrudates, the products having an enhanced expansion ratio were distinguished by decreased color brightness and smaller variations in chroma and hue angle values. Similar results were observed in the study conducted by Tomaszewska-Ciosk and Zdybel (2021).
Microstructure by SEM
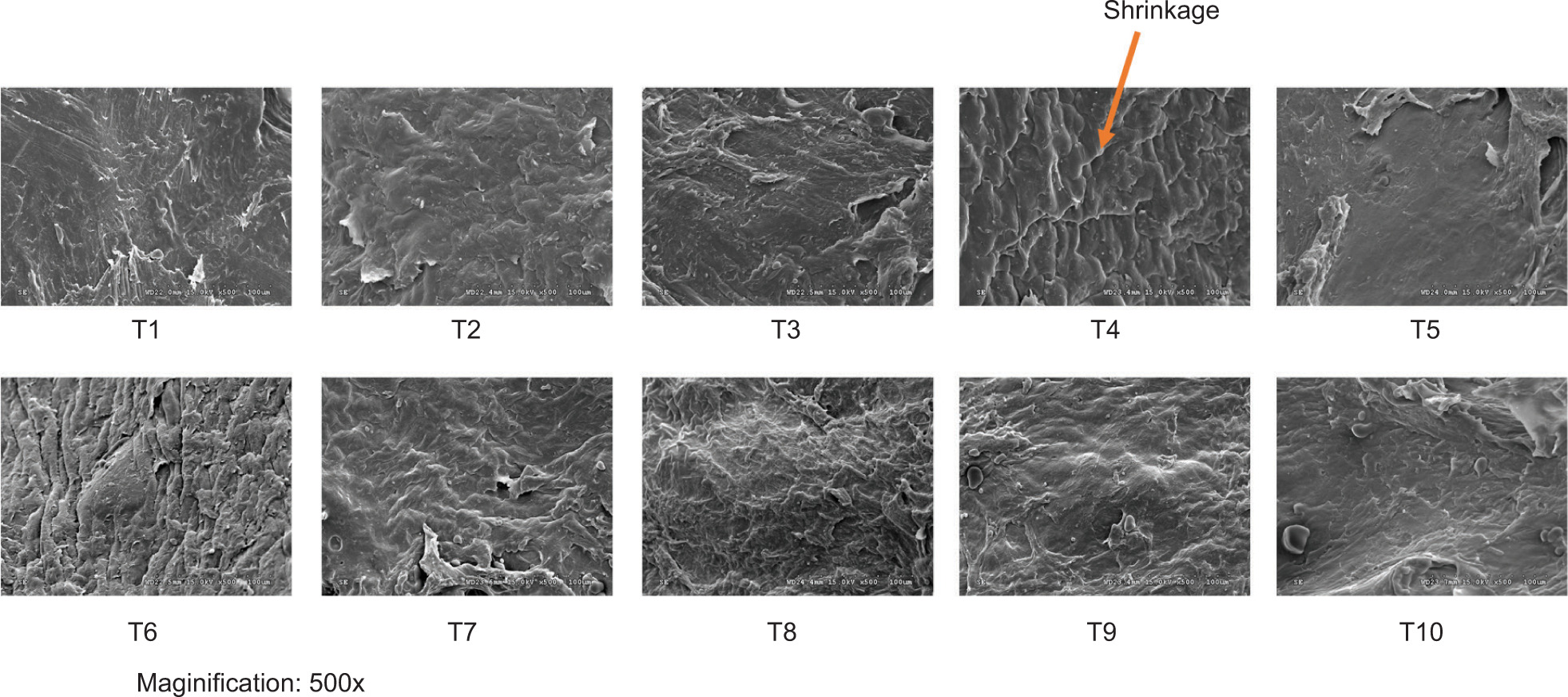
An SEM was used to analyze the interior cellular structures of extrudates. The microstructural characteristics of extrudates related to extrusion results were addressed using microscopic images. Figures 4 and 5 display SEM images of extrudates produced under different extrusion conditions (die temperature and screw speed). The extrudates generated under different extrusion configurations at 110°C exhibited improved surface uniformity of extrudates (Figures 4 and 5 [T2–T4]), but those generated at lower temperatures (90°C and 100°C) and screw speed (250 rpm and 300 rpm), as shown in Figures 4 and 5 (T8–T10), had lesser surface uniformity. Amylose was leached from the starch matrix upon extrusion heating, increasing level of amylose. Following this, the gelatinization of the starch and the creation of a uniformly enlarged smooth surface were affected by the proper positioning of starch molecules under high shear force in accordance with the study conducted by Pandey et al. (2021). The control group (T1) had larger air cell dimensions and enhanced expansion; however, the dimension of air cells and expansion reduced gradually with decrease in temperature. Lesser expansion was illustrated by the denser structure with cells of smaller size, linked explicitly to the texture attributes of extrudates.
Figure 4. Scanning electron microscopic images of TN-BR extrudates.
Figure 5. Scanning electron microscopic images of TN-JR extrudates.
With increased screw speed (350 rpm), the extrudate becomes less compact, which leads to expansion and the extrudate becoming crispy and softer. It was observed that the extrudates produced at higher temperature (110°C) and screw speed (350 rpm) had higher expansion and lower bulk density, which indicated the porousness of extrudates (TN-BR and TN-JR). Our findings were in line with the results reported by Azzollini et al. (2018), who discovered that increasing the temperature and screw speed lead to a higher expansion ratio and larger pore size when a specific quantity of mealworm powder (10%) was used.
Similar findings from the study conducted by Murtaza et al. (2022) showed that BR (SUPRI cultivar) extrudates had a microstructure with more cell pockets and consistent pores per surface area, reflecting porous and crispier extruded products. It was anticipated that expanded extrudates would have numerous air cells with weaker cell walls than the less expanded product, which was in line with the findings demonstrated by Yağcı et al. (2020). Smaller fiber particles functioning as nucleating agents promote expansion by maintaining integrity of the starch matrix, could not have been distributed appropriately inside the starch matrix. The observations were concordant with the results reported by Wang et al. (2017). It could probably be the cause of a decrease in expansion because of the presence of fiber. As an outcome, it was challenging to distinguish between the pattern of fibers and their layering in the image obtained through an SEM. The findings indicated that a higher proportion of TN flour (60%), which contained more fiber, could have led to a milder increase in the degree of thickness of extrudate cell walls, implying that fibers existing in TN could influence expansion, which was in line with the findings from the research conducted by Gasparre et al. (2020).
On the other hand, more shrinkage in Figure 5 (T4, T6–T9) was observed, compared to Figure 4 (T6, T9, and T10). This suggested that the framework of starch appeared less stable and that its original form was not maintained, leading to shrinkage. Shrinkage implies the initial expansion of extrudate prior to shrinking of its outermost layer. Similar results were reported in a study conducted by Wang et al. (2017), in which extrudate expanded initially but shrinked later. However, compared to other extrudates, the BR-TN extrudates were observed to have a surface that was smoother and had an almost undamaged cell wall.
Total phenolic content
The TPC of T1 (control) in extrudates was 41.89 mg GAE/100 g, while that of extruded products of TN-BR varied from 40.91 mg GAE/100 g to 49.63 mg GAE/100 g (Table 5). A similar pattern was reported from the extrudates made from TN-JR. The TPC of T1 (control) was 21.45 mg GAE/100 g whereas extrudates had a TPC ranging from 24.85 mg GAE/100 g to 35.03 mg GAE/100 g (Table 5). Both die temperature and screw speed had a substantial effect (P < 0.05) on the production of extrudates. The increase could be associated with the presence of antioxidant monomeric phenols in the cell walls of TN. Similar results were reported in a study conducted by Gasparre et al. (2020), which demonstrated that using TN as a substitute for rice flour in extruded materials led to a considerable increase in the overall concentration of soluble phenolics and antioxidant activity.
Table 5. Total phenolic content and antioxidant activity of extrudates.
| Treatments | Antioxidant activity | |||||||
|---|---|---|---|---|---|---|---|---|
| TPC(mg GAE/100 g) | DPPH (%) | Reductive potential estimation(mg AAE/100 g) | Phosphomolybdate assay(mg AAE/100 g) | |||||
| TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | |
| T1 (control) | 41.89 ± 1.41e,f | 21.45 ± 1.01h | 89.08 ± 0.41a | 15.80 ± 0.64e,f | 16.76 ± 0.11h | 15.57 ± 0.05e | 17.41 ± 0.03e | 16.96 ± 0.18c-e |
| T2 | 49.63 ± 0.02a | 35.03 ± 0.49a | 87.91 ± 0.83a | 20.84 ± 0.57a | 19.78 ± 0.25a | 17.00 ± 0.14a | 20.32 ± 0.17a | 18.74 ± 0.51a |
| T3 | 47.93 ± 1.24b | 33.08 ± 0.75b | 88.18 ± 0.29a | 19.56 ± 0.90b | 19.44 ± 0.07b | 16.66 ± 0.08b | 19.71 ± 0.21b | 18.63 ± 0.18a |
| T4 | 44.67 ± 0.54c | 32.70 ± 0.68b,c | 83.95 ± 0.89b | 19.22 ± 0.97b | 18.94 ± 0.03c | 16.57 ± 0.04b | 19.60 ± 0.21b,c | 18.38 ± 0.86a,b |
| T5 | 47.08 ± 0.14b | 31.75 ± 0.20c,d | 82.20 ± 1.11c | 18.32 ± 0.70b,c | 18.89 ± 0.03c | 16.67 ± 0.06b | 19.64 ± 0.16b,c | 17.79 ± 0.39a-c |
| T6 | 43.18 ± 0.66d,e | 30.96 ± 0.40d,e | 81.81 ± 1.15c | 17.64 ± 0.77c,d | 18.67 ± 0.09d,e | 16.41 ± 0.06c | 19.26 ± 0.34b,c,d | 17.65 ± 0.13b-d |
| T7 | 43.27 ± 1.03d | 30.26 ± 0.18e | 81.58 ± 0.76c,d | 16.83 ± 0.46d,e | 18.57 ± 0.04e,f | 16.36 ± 0.11c | 19.09 ± 0.20c,d | 16.76 ± 0.39d,e |
| T8 | 41.10 ± 0.29f | 28.83 ± 0.49f | 80.45 ± 0.41d,e | 16.31 ± 0.55e,f | 18.78 ± 0.06c,d | 16.56 ± 0.03b | 18.83 ± 0.20d | 16.59 ± 0.90e |
| T9 | 40.97 ± 0.36f | 27.94 ± 0.54f | 79.71 ± 0.58e | 15.20 ± 0.65f | 18.42 ± 0.07f | 16.37 ± 0.03c | 18.86 ± 0.68d | 16.23 ± 0.62e |
| T10 | 40.91 ± 0.59f | 24.85 ± 0.68g | 80.41 ± 0.47d,e | 13.54 ± 0.77g | 18.22 ± 0.14g | 16.12 ± 00.13d | 18.75 ± 0.29d | 16.21 ± 0.26e |
Notes: Results are mean values of triplicate determination.
Average values with identical superscripts in the same column differ significantly (P < 0.05).
JR: Japonica rice; BR: brown rice; TPC: total phenolic content.
Including a higher percentage (60%) of TN flour could be the reason for an increase in TPC. Owing to the impact of shearing during extrusion, bounded phenolic compounds were transformed into free polyphenols, which could have substantially increased free TPC in BR, which was in line with the observations reported by Ortiz-Cruz et al. (2020). The cell structures might be disrupted during the extrusion process, which enabled the ejection of bioactive components from the matrix, thus elevating the extractability of associated phenolic compounds in TN-BR composite flour. The results aligned with the findings of Arribas et al. (2019), in which the extrudates containing carob bean flour exhibited a substantial rise in TPC (30–56%). That is probably why the extrusion enhanced the extractability of certain unavailable phenols pinned to cell walls.
The higher shear effect on cell walls, triggered by increasing screw speed (350 rpm), could have enhanced the extraction of phenolic components, leading to a rise in TPC (49.63 mg GAE/100 g) of TN-BR extrudates. Lower values (40.91 mg GAE/100 g for T10 of TN-BR and 24.85 mg GAE/100 g for T10 of TN-JR) were recorded at the lowest screw speed (250 rpm), which could be due to the extended exposure of polyphenolics to increased temperature during extrusion. These results were congruent with a study on extruded sorghum conducted by Lopez et al. (2016) and with another research on extruded raw hempseed husk conducted by Leonard et al. (2021). The lower TPC values in TN-JR extrudates could have been due to alterations in the molecular arrangements of phenolic components by the degradation of phenolic compounds under higher shearing and higher temperatures of extrusion.
In the present study, die temperature had an inverse effect on TPC. The TPC of extrudates increased with an increase in die temperature. The occurrence of Maillard reaction products was responsible for a spike in phenolic compounds with increased temperature. A similar increase in phenolic content was reported by Villasante et al. (2019). According to Jan et al. (2017), increased temperature and screw speed substantially improved the TPC of sprouted Chenopodium album flour extrudates from 56.774 mg GAE/100 g to 81.283 mg GAE/100 g. This indicated a significant positive linear and interactive impact of die temperature and screw speed.
Some phenolic compounds in TN included protocatechuic acid, catechol (pyrocatechol), gallic acid, syringic acid, caffeic acid, (±)catechin, rutin (a glycoside), p-coumaric acid, quercetin, and kaempferol (Babiker et al., 2021). The findings demonstrated that considerable quality of extrudates was produced with a die temperature of 110°C and a screw speed of 350 rpm. The research revealed that TN-BR extrudates had a noticeably higher TPC (49.63 mg GAE/100 g) than the TPC of extrudates produced from TN-JR (35.03 mg GAE/100 g), as shown in Table 5.
Antioxidant activity
DPPH free-radical scavenging ability
The DPPH free-radical scavenging for the T1 (control) of TN-BR was 89.08% whereas that of extrudates produced from TN-BR ranged from 79.71% to 88.18% (Table 5). A similar pattern of results was reported for the extrudates made from TN-JR. The DPPH free-radical scavenging for T1 (control) was 15.80% whereas that of TN-JR extrudates ranged from 13.54% to 20.84% (Table 5).
Both die temperature and screw speed indicated a statistically substantial effect (P < 0.05) on extrudate production. The ability of extrudates to scavenge DPPH free radicals improved with an increase in both die temperature (90–110°C) and screw speed (250–350 rpm). The ejection of antioxidants besides thermal stability could be improved by extrusion, and thermal treatment had the potential to increase the generation of antioxidants. These findings were in concordance with the outcomes reported by Fu et al. (2021).
The findings were congruent with the previous research conducted by Singh et al. (2019), in which the DPPH of buckwheat composite extrudate improved because of extrusion, increasing from 1.07 µM TE/mg to 1.25 µM TE/mg. The discharge of cellular components from cell matrix following cell lysis and the consequent improvement in the capacity of extrudates to scavenge DPPH radicals could be related to the lower shear effect of barrel screw at higher extrusion temperature (110°C). Similar observations were reported in the study conducted by Sanusi et al. (2023).
Shear increases the disintegration of cellular components and the strength of interaction between DPPH radical and insoluble antioxidant molecules, leading to increased antioxidant activity with increasing screw speed. Therefore, the DPPH values of TN-BR and TN-JR increased with temperature and screw speed. However, extrudates produced from TN-BR had higher DPPH values (79.71–88.18%) because TN and BR had higher radical scavenging ability. Being the most significant natural antioxidant found in vegetable oils, tocopherol, present in TN, could be the reason for surge in DPPH values. Therefore, the findings established that extrudates from TN-BR had higher DPPH free-radical scavenging ability (88.18%) than those produced from TN-JR (20.84%).
Reductive potential estimation
The reductive potential estimation of the extrudates produced from TN-BR varied in values from 18.22 mg AAE/100 g to 19.78 mg AAE/100 g. The reductive potential estimation for T1 (the control) was 16.76 mg AAE/100 g (Table 5). The reductive potential estimation of the extrudates from TN-JR was reported to have a similar pattern of results. The reductive potential estimation of TN-JR T1 (control) was 15.57 mg AAE/100 g whereas TN-JR extrudates had a reductive potential estimation ranging from 16.12 mg AAE/100 g to 17.00 mg AAE/100 g (Table 5). The production of extrudates was significantly affected (P < 0.05) by both die temperature and screw speed. In comparison to different operating temperatures, it was found that reductive potential attained its highest value at 110°C.
The effect of increased absorbance suggested that reductive potential of the evaluated extract was higher. The outcome was in accordance with a prior study (Fu et al., 2021) on the extrusion of BR and millet, and this could be due to certain antioxidants having thermal resistance at 110°C. Extrusion could enhance the discharge of antioxidants having thermal resistance, and thermal treatment was additionally acknowledged to boost the generation of antioxidants. Similar to DPPH values, the reductive potential estimation of both TN-BR and TN-JR increased with increasing temperature and screw speed. Shorter residence time (presence of raw materials inside the extruder for a short time) at higher screw speed (350 rpm) likely contributed to the significant increase in antioxidants by reducing the molecular structure degradation of antioxidants, which typically took place at higher temperature (110°C); this was congruent with the study conducted by Pandey et al. (2021). The abundance of flavonoids and phenolic compounds, including gallic acid, quercetin, ascorbic acid, and rutin, could cause this behavior. The chemical composition of phenolic compounds, including the amount and location of hydroxyl groups in their aromatic rings, affected their ability to act as antioxidants, as stated by Khiya et al. (2021).
Phosphomolybdate method assay
The antioxidant activity of ascorbic acid was used as a standard. The extrudates produced from TN-BR varied in values from 18.75 mg AAE/100 g to 20.32 mg AAE/100 g, while the phosphomolybdate assay value of T1 (the control) was 17.41 mg AAE/100 g (Table 5). TN-JR extrudates reported a similar pattern of phosphomolybdate assay values. The phosphomolybdate assay value of T1 (control) was 16.96 mg AAE/100 g whereas TN-JR extrudates had a phosphomolybdate assay value ranging from 16.21 mg AAE/100 g to 18.74 mg AAE/100 g (Table 5). Production of extrudates was significantly affected (P < 0.05) by die temperature and screw speed. The antioxidant activity of extrudates increased with an increase in temperature and screw speed, which indicated the increased effects of extrusion.
The highest levels of phytochemicals could be connected to the highest antioxidant capacity of TN. The abundance of certain monomeric substances in TN (Pelegrín et al., 2022), such as vanillic acid (dihydroxybenzoic acid), p-hydroxybenzoic acid, cinnamic acid, trans-p-coumaric acid, trans-ferulic acid, cis-ferulic acid, etc., could be responsible for antioxidant improvement. In comparison to raw or extruded samples, it was observed that extrusion improved the ejection of bioactive chemicals bonded to food matrices, improving their bioavailability throughout digestion. This implied that extruded samples could have aided in releasing bioactive chemicals and their capability as antioxidants, and these results were compatible with the findings of Fontes-Zepeda et al. (2023). The findings indicated that reductive potential assessments and the phosphomolybdate method for determining total antioxidant capacity had a positive relationship. Some researchers discovered a relation between TPC and antioxidant activity, as determined by various methodologies. Owing to the presence of non-phenolic antioxidants (vitamin C) with significant antioxidant activity, weaker associations indicated that a single factor did not cause total antioxidant activity. The finding was congruent with the results of Untea et al. (2018). According to the research, antioxidant activity depended on structure, characteristics, and concentration of the substance.
Water absorption index and water solubility index
Water absorption index is a gelatinization index used to determine the volume of starch particles or polymers upon water expansion (Saha et al., 2021). In case water is not abundant, the water absorption properties of a product show its capacity to bond with water. The WAI of T1 (control) was 3.49 g/g whereas that of TN-BR extrudates ranged from 2.69 g/g to 3.45 g/g (Table 6). A similar pattern of results was reported for TN-JR extrudates and control. The WAI of T1 (control) was 4.93 g/g whereas TN-JR extrudates had a WAI ranging from 4.02 g/g to 4.44 g/g (Table 6). Die temperature and screw speed had a substantial (P < 0.05) effect on the WAI of extrudates. WAI increased exponentially with increased die temperature and screw speed, which was in line with the findings of Tiwari and Jha (2017). While other variables remained constant, WAI increased with increased die temperature. This reflected the breaking down of starch crystals, and the same change from a crystalline to an amorphous phase. This change exposed more hydroxyl groups and increased the fluidity of molecules, thus elevating WAI values.
Table 6. WAI, WSI, and OAC of the extrudates produced from composite materials of TN-BR and TN-JR.
| Treatments | WAI (g/g) | WSI (%) | OAC (g/g) | |||
|---|---|---|---|---|---|---|
| TN-BR | TN-JR | TN-BR | TN-JR | TN-BR | TN-JR | |
| T1 (control) | 3.49 ± 0.07a | 4.93 ± 0.08a | 16.67 ± 0.27b,c | 27.06 ± 0.55a | 23.67 ± 1.03b | 23.97 ± 1.12d |
| T2 | 3.19 ± 0.16b | 4.44 ± 0.11b | 21.75 ± 0.79a | 19.51 ± 0.75b | 24.58 ± 0.40a,b | 25.08 ± 0.33a-d |
| T3 | 3.10 ± 0.03b,c | 4.37 ± 0.05b,c | 18.14 ± 1.31b | 19.49 ± 0.46b | 25.59 ± 0.57a | 25.63 ± 0.92a-c |
| T4 | 2.94 ± 0.13d | 4.36 ± 0.03b,c | 16.37 ± 0.11b,c | 19.34 ± 1.10b | 25.64 ± 0.95a | 25.81 ± 0.19a,b |
| T5 | 3.01 ± 0.10b,c | 4.28 ± 0.09c,d | 16.39 ± 0.39b,c | 19.41 ± 0.52b | 23.65 ± 0.99b | 24.01 ± 0.85d |
| T6 | 3.33 ± 0.09a | 4.24 ± 0.10c-e | 15.82 ± 0.14b-d | 19.24 ± 0.84b | 24.68 ± 0.28a,b | 24.32 ± 0.93c,d |
| T7 | 2.69 ± 0.08e | 4.20 ± 0.10d-f | 15.04 ± 0.89b-d | 19.23 ± 0.66b | 24.40 ± 0.75a,b | 25.67 ± 0.82a-c |
| T8 | 3.45 ± 0.03a | 4.11 ± 0.04e-g | 14.63 ± 0.70c,d | 19.20 ± 0.35b | 24.70 ± 0.78a,b | 24.55 ± 0.42b-d |
| T9 | 2.96 ± 0.02c,d | 4.08 ± 0.07f,g | 14.19 ± 0.29d | 19.18 ± 0.76b | 24.71 ± 0.85a,b | 25.40 ± 0.80a-d |
| T10 | 2.87 ± 0.23d | 4.02 ± 0.04g | 13.95 ± 0.94d | 19.17 ± 0.48b | 24.99 ± 0.20a,b | 26.09 ± 0.71a |
Notes: Results are mean values of triplicate determination.
Average values with identical superscripts in the same column differ significantly (P < 0.05).
WAI: water absorption index; WSI: water solubility index; OAC: oil absorption capacity; JR: Japonica rice; BR: brown rice.
Water absorption index differs in different rice varieties based on structure of starch granules. Other fluctuations in WAI (such as amount of protein, fiber, carbohydrates, and amylose) may be caused by variations in flour size, grinding methods (wet or dry), temperature, and flour composition. Similar observations were reported by SubbuThavamurugan et al. (2023). Differences in the amount of amylose could be responsible for these variations in WAI and swelling power. The ability of cereal starches to swell is attributed to their amylopectin concentration; amylose inhibits swelling, particularly when lipids are present. The findings were concordant with the outcomes observed by He et al. (2018). The capability of starch granules to absorb water during the starch swelling phase was indicated by their swelling ability. Therefore, these results showed that reduced values of WAI of TN-BR extrudates could be due to the presence of lipids, flour ratio, and die temperature.
Water solubility index is a criterion to determine the extent of starch breakdown. The quantity of any component that could dissolve in water or other liquid is indicated by its solubility index. The WSI of T1 (control) was 16.67% whereas that of TN-BR extrudates ranged from 13.95% to 21.75% (Table 6). A similar pattern of results was observed for TN-JR extrudates. The WSI of T1 (control) was 27.06% whereas TN-JR extrudates had a WSI ranging from 19.17% to 19.51% (Table 6). Die temperature and screw speed had a substantial (P < 0.05) effect on the WSI of extrudates. WSI increased with an increase in screw speed. Owing to intense mechanical shear, macromolecules were broken down into smaller molecules with better solubility. Higher die temperature (110°C) enhanced the intensity of the extruder’s thermal treatment, resulting in more dextrinization and a higher WSI (T2 of TN-BR: 21.75% and T2 of TN-JR: 19.51%). Increasing WSI from 19.17% to 19.51% of TN-JR could be due to flour formulation and leaching of soluble molecules of starch during extrusion. Lower WSI (13.95%) of TN-BR suggested limited starch breakdown, indicating that extrudates comprised minimal soluble molecules and these results were compatible with the outcomes reported by Singha and Muthukumarappan (2018). The WSI values of TN-BR extrudates could be lowered due to the complexity of starch with lipids or proteins because of reduced soluble components in starch molecules. Similar results were observed in a study with banana powder extrudates conducted by Kaur et al. (2015). Considering both WAI and WSI, it was observed that a die temperature of 110°C and a screw speed of 350 rpm were the most effective parameters for producing extrudates. The results indicated that TN-JR-derived extrudates had a minor difference from TN-BR extrudates.
Oil absorption capacity
Based on the protein content and presence of hydrophobic groups, the OAC of a product reflects the rate of absorption of fat or lipids from starches. OAC is dramatically reduced by the oil content present in extrudates. The physical trapping of oil in extruded products or the absorption of oil by nonpolar side chains of its chemical constituents could be the two factors responsible for the oil being absorbed by extrudates. OAC of the T1 (control) of TN-BR was 23.67 g/g whereas that of TN-BR extrudates ranged from 23.65 g/g to 25.64 g/g (Table 6). The extrudates produced from TN-JR showed similar behavior. OAC of the T1 (control) of TN-JR was 23.97 g/g whereas TN-JR extrudates had an OAC ranging from 24.01 g/g to 26.09 g/g (Table 6). Results suggested that the oil-entrapped activity could have a substantial effect, because lower OAC was demonstrated in samples with more hydrophilic elements, which slow down oil absorption; similar results were reported by Arivalagan et al. (2018). In the case of TN flour, OAC elevated marginally with increase in die temperature. The study conducted by Wang et al. (2019) exhibited a similar pattern of results, with the oil holding capacity of sorghum flour extrudate increasing briefly from 1.39 g/g to 1.51 g/g with increased temperature. The elevated rate of starch breakdown in the extrudate triggered by thermal energy (high temperature of 110°C) could potentially be responsible for a surge in oil absorption. Samples generally lose some of their hydrophobicity during extrusion, which elicits the possibility of protein denaturation, aggregation, and hydrophobic group interaction. This was illustrated by a decrease in OAC. Varying protein levels, nonpolar amino acid levels, structural properties, and starch–protein–lipid interaction of flours (TN, BR, and JR) may have a role in determining the oil absorption capacity of extrudates. Similar results were reported by Rayan et al. (2018).
Conclusion
Extrusion screw speed and die temperature significantly influenced the extruded products’ physicochemical characteristics such as proximate composition, texture, expansion ratio, bulk density, color, microstructure, TPC, and antioxidant activity. It was discovered that extrudates produced at a die temperature of 110°C and a screw speed of 350 rpm had improved physicochemical characteristics. This study also revealed that TN-BR extrudates were superior to TN-JR extrudates because of firmer texture, enhanced antioxidant properties, improved proximate composition and enhanced expansion ratio, and lower bulk density. Accordingly, the TN-based extruded snack could potentially have a significant share in the global snack market considering consumers demands for nutritional products. The findings of the present study could improve food security by promoting the sustainable production of novel food products with superior quality. Affordable TN-based snacks could ensure adequate nutrition value, contributing to food nutrition improvement and achieving zero hunger. Future research based on this concept could potentially promote sustainable production and underutilized crop valorization.
Acknowledgement
We thank the Department of Food Science, National Pingtung University of Science and Technology for providing facilities to conduct the research.
Funding
The research was funded by National Science and Technology Council, Project No. 111-2221-E-020-001-MY2.
Conflict of Interest
Authors had no financial or other conflicts of interest to declare.
Author Contributions
Each author made significant contribution to the research and drafting of the study. Sagar Pandappa Kalahal: conceptualization, methodology, investigation, writing of original draft, and editing. Mohsen Gavahian: review and editing, supervision, validation, and visualization. Jenshinn Lin: writing, reviewing and editing, supervision, resources, validation, visualization, and fund acquisition.
REFERENCES
Ačkar, Đ., Jozinović, A., Babić, J., Miličević, B., Panak Balentić, J. and Šubarić, D., 2018. Resolving the problem of poor expansion in corn extrudates enriched with food industry by-products. Innovative Food Science & Emerging Technologies 47: 517–524. 10.1016/j.ifset.2018.05.004
Adebowale, A., Kareem, S., Sobukola, O., Adebisi, M., Obadina, A., Kajihausa, O., et al. 2017. Mineral and antinutrient content of high quality cassava-tigernut composite flour extruded snack. Journal of Food Processing and Preservation, 41(5): e13125. 10.1111/jfpp.13125
Akhila, A., Suneetha, J., Kumari, B.A., Kumar, J.H. and Sreenivasulu, M., 2023. Profiling of physico-chemical and nutritional characteristics of germinated Siddi rice. Pharma Innovation Journal 12(6): 6284–6292.
Albors, A., Raigon, M.D., García-Martinez, M.D. and Martín-Esparza, M.E., 2016. Assessment of techno-functional and sensory attributes of tiger nut fresh egg tagliatelle. Food Science and Technology 74: 183–190. 10.1016/j.lwt.2016.07.047
Allai, F.M., Azad, Z., Dar, B. and Gul, K., 2022. Effect of extrusion processing conditions on the techno-functional, antioxidant, textural properties and storage stability of wholegrain-based breakfast cereal incorporated with Indian horse chestnut flour. Italian Journal of Food Science 34(3): 105–123. 10.15586/ijfs.v34i3.2238
Altaf, U., Hussain, S.Z., Qadri, T., Iftikhar, F., Naseer, B. and Rather, A., 2021. Investigation on mild extrusion cooking for development of snacks using rice and chickpea flour blends. Journal of Food Science and Technology 58: 1143–1155. 10.1007/s13197-020-04628-7
Angelova, T., Goranova, Z., Petrova, T. and Penov, N., 2021. Effect of selected parameters on sectional expansion index and bulk density during the extrusion of chickpea instant semolina. Food Science and Technology 15(2): 79–84. 10.15673/fst.v15i2.2107
Arivalagan, M., Manikantan, M.R., Yasmeen, A.M., Sreejith, S., Balasubramanian, D., Hebbar, K.B., et al. 2018. Physiochemical and nutritional characterization of coconut (Cocos nucifera L.) haustorium based extrudates. Food Science and Technology 89: 171–178. 10.1016/j.lwt.2017.10.049
Arribas, C., Cabellos, B., Cuadrado, C., Guillamón, E. and Pedrosa, M., 2019. Bioactive compounds, antioxidant activity, and sensory analysis of rice-based extruded snacks-like fortified with bean and carob fruit flours. Foods 8(9): 381. 10.3390/foods8090381
Association of Official Analytical Chemists (AOAC), 2005. Official methods of analysis of the Association of Official Analytical Chemists International. AOAC.
Azzollini, D., Derossi, A., Fogliano, V., Lakemond, C. and Severini, C., 2018. Effects of formulation and process conditions on microstructure, texture and digestibility of extruded insect-riched snacks. Innovative Food Science & Emerging Technologies 45: 344–353. 10.1016/j.ifset.2017.11.017
Babiker, E.E., Özcan, M.M., Ghafoor, K., Juhaimi, F.A., Ahmed, I.A.M. and Almusallam, I.A., 2021. Bioactive compounds, nutritional and sensory properties of cookies prepared with wheat and tigernut flour. Food Chemistry 349: 129155. 10.1016/j.foodchem.2021.129155
Bosch, L., Ayuela, M.A.D., Rico, H. and Soriano, J.M., 2020. Organic and conventional tiger nut (Cyperus esculentus): differences in nutritional, antioxidant and microbiological properties. Emirates Journal of Food and Agriculture 32(1): 756–761. 10.9755/ejfa.2020.v32.i10.2184
Choton, S., Gupta, N., Bandral, J.D., Anjum, N. and Choudary, A., 2020. Extrusion technology and its application in food processing: a review. Pharma Innovation Journal 9(2): 162–168. 10.22271/tpi.2020.v9.i2d.4367
Chou, C.F. and Hsu, S.C., 2021. Effects of extrusion parameters on the physicochemical characteristics of extruded barley ready-to-eat snacks. Journal of Food Processing and Preservation 45(10): e15788. 10.1111/jfpp.15788
Dalbhagat, C.G., Mahato, D.K. and Mishra, H.N., 2019. Effect of extrusion processing on physicochemical, functional and nutritional characteristics of rice and rice-based products: a review. Trends in Food Science & Technology 85: 226–240. 10.1016/j.tifs.2019.01.001
Espinosa-Ramírez, J., Rodríguez, A., De la Rosa-Millán, J., Heredia-Olea, E., Pérez-Carrillo, E. and Serna-Saldívar, S.O., 2021. Shear-induced enhancement of technofunctional properties of whole grain flours through extrusion. Food Hydrocolloids 111: 106400. 10.1016/j.foodhyd.2020.106400
Filli, K.B., 2016. Physicochemical properties of Sorghum malt and Bambara groundnut-based extrudates. Journal of Food Science and Technology Nepal 9, 55–65. 10.3126/jfstn.v9i0.12075
Fontes-Zepeda, A., Domínguez-Avila, J.A., Lopez-Martinez, L.X., Cruz-Valenzuela, M.R., Robles-Sánchez, R.M., Salazar-López, N.J., et al. 2023. The addition of mango and papaya peels to corn extrudates enriches their phenolic compound profile and maintains their sensory characteristics. Waste and Biomass Valorization 14(3): 751–764. 10.1007/s12649-022-01898-4
Forsido, S.F., Duguma, H.T., Lema, T.B., Sturm, B. and Hensel, O., 2019. Nutritional and sensory quality of composite extruded complementary food. Food Science & Nutrition 7(2): 882–889. 10.1002/fsn3.940
Fu, X., Liu, Q., Xu, E., Yang, Y., Zhu, K., Jin, Z., et al. 2021. The effect of Vaccinium bracteatum Thunb. leaves addition on antioxidant capacity, physicochemical properties, and in vitro digestibility of rice extrudates. Journal of Food Science 86(10): 4730–4740. 10.1111/1750-3841.15911
Gasparre, N., Pan, J., da Silva Alves, P.L., Rosell, C.M. and Berrios, D.J., 2020. Tiger nut (Cyperus esculentus) as a functional ingredient in gluten-free extruded snacks. Foods 9(12): 1770. 10.3390/foods9121770.
Gavahian, M. and Ratchaneesiripap, P., 2022. Power ultrasound to enhance the fermentation process of traditional Taiwanese rice wine. Journal of Food Process Engineering 46(6): e14007. 10.1111/jfpe.14007
Gopirajah, R. and Muthukumarappan, K., 2018. Effect of extrusion process conditions on the physical properties of tef-oat healthy snack extrudates. Journal of Food Processing and Preservation 42(3): e13559. 10.1111/jfpp.13559
He, M., Qiu, C., Liao, Z., Sui, Z. and Corke, H., 2018. Impact of cooking conditions on the properties of rice: combined temperature and cooking time. International Journal of Biological Macromolecules 117: 87–94. 10.1016/j.ijbiomac.2018.05.139
Hussain, S.Z., Gaffar, R., Naseer, B., Qadri, T., Shah, U.N. and Reshi, M., 2022. Effect of seven non-conventional starch rich sources on physico-chemical and sensory characteristics of extruded snacks. Italian Journal of Food Science 34(4): 44–56. 10.15586/ijfs.v34i4.2253
Itagi, H.B., Sartagoda, K.J.D., Gupta, N., Pratap, V., Roy, P., Tiozon, R.N., et al 2023. Enriched nutraceuticals in gluten-free whole grain rice cookies with alternative sweeteners. Food Science and Technology 186: 115245. 10.1016/j.lwt.2023.115245
Jabeen, A., Naik, H.R., Jan, N., Hussain, S.Z., Shafi, F. and Amin, T., 2021. Numerical optimization of process parameters of water chestnut flour incorporated corn-based extrudates: characterizing physicochemical, nutraceutical, and storage stability of the developed product. Journal of Food Processing and Preservation 45(7): e15569. 10.1111/jfpp.15569
Jan, R., Saxena, D.C. and Singh, S., 2017. Effect of extrusion variables on antioxidant activity, total phenolic content and dietary fibre content of gluten-free extrudate from germinated Chenopodium (Chenopodium album) flour. International Journal of Food Science & Technology 52(12): 2623–2630. 10.1111/ijfs.13549
Kadiri, O., Gbadamosi, S.O. and Akanbi, C.T., 2020. Texture profile analysis and stress relaxation characteristics of protein fortified sweetpotato noodles. Journal of Texture Studies 51(2): 314–322. 10.1111/jtxs.12493
Kamau, E.H., Nkhata, S.G. and Ayua, E.O., 2020. Extrusion and nixtamalization conditions influence the magnitude of change in the nutrients and bioactive components of cereals and legumes. Food Science & Nutrition 8(4): 1753–1765. 10.1002/fsn3.1473
Kaur, A., Kaur, S., Singh, M., Singh, N., Shevkani, K. and Singh, B., 2015. Effect of banana flour, screw speed and temperature on extrusion behaviour of corn extrudates. Journal of Food Science and Technology 52(7): 4276–4285. 10.1007/s13197-014-1524-2
Khiya, Z., Oualcadi, Y., Gamar, A., Berrekhis, F., Zair, T. and Hilali, F.E., 2021. Correlation of total polyphenolic content with antioxidant activity of hydromethanolic extract and their fractions of the Salvia officinalis leaves from different regions of Morocco. Journal of Chemistry 2021: 1–11. 10.1155/2021/8585313
Lai, S., Zhang, T., Wang, Y., Ouyang, K., Hu, H., Hu, X., et al. 2023. Physicochemical and structural properties and digestibility of rice flour with different moisture extrusion cooking. International Journal of Food Science & Technology 58(3): 1356–1366. 10.1111/ijfs.16296
Lazou, A.E., 2022. Food extrusion: an advanced process for innovation and novel product development. Critical Reviews in Food Science and Nutrition, 7: 1–29. 10.1080/10408398.2022.2143474
Leonard, W., Zhang, P., Ying, D. and Fang, Z., 2020. Application of extrusion technology in plant food processing byproducts: an overview. Comprehensive Reviews in Food Science and Food Safety 19(1): 218–246. 10.1111/1541-4337.12514
Leonard, W., Zhang, P., Ying, D., Xiong, Y. and Fang, Z., 2021. Effect of extrusion technology on hempseed (Cannabis sativa L.) oil cake: polyphenol profile and biological activities. Journal of Food Science 86(7): 3159–3175. 10.1111/1750-3841.15813
Lopez, N.J.S., Loarca-Piña, G., Campos-Vega, R., Martínez, M.G., Sánchez, E.M., Esquerra-Brauer, J.M., et al. 2016. Research article the extrusion process as an alternative for improving the biological potential of sorghum bran: phenolic compounds and antiradical and anti-inflammatory capacity. Evidence-Based Complementary and Alternative Medicine: 8387975. 10.1155/2016/8387975
Maduka, N. and Ire, F., 2018. Tigernut plant and useful application of tigernut tubers (Cyperus esculentus)—a review. Current Journal of Applied Science and Technology 29(3): 1–23. 10.9734/CJAST/2018/43551
Mikołajczak, N. and Sobiechowska, D.A., 2019. The impact of different matcha green tea powder additions on selected quality features of corn puffs. Polish Journal of Natural Sciences 34: 127–142.
Mohamad Mazlan, M., Talib, R.A., Mail, N.F., Taip, F.S., Chin, N.L., Sulaiman, R., et al. 2019. Effects of extrusion variables on corn-mango peel extrudates properties, torque and moisture loss. International Journal of Food Properties 22(1): 54–70. 10.1080/10942912.2019.1568458
Murtaza, G., Huma, N., Sharif, M.K. and ZIA, M.A., 2022. Probing a best suited brown rice cultivar for the development of extrudates with special reference to physico-chemical, microstructure and sensory evaluation. Food Science and Technology 42: e103521. 10.1590/fst.103521
Nikinmaa, M., Mustonen, S.A., Huitula, L., Laaksonen, O., Linderborg, K.M., Nordlund, E., et al. 2023. Whole grain oat quality indicators for production of extruded snacks. Food Science and Technology 174: 114457. 10.1016/j.lwt.2023.114457
Ortiz-Cruz, R.A., Ramírez-Wong, B., Ledesma-Osuna, A.I., Torres-Chávez, P.I., Sánchez-Machado, D.I., Montaño-Leyva, B., et al. 2020. Effect of extrusion processing conditions on the phenolic compound content and antioxidant capacity of sorghum (Sorghum bicolor (L.) Moench) bran. Plant Foods for Human Nutrition 75: 252–257. 10.1007/s11130-020-00810-6
Pandey, S., Kumar, A. and Rao, P.S., 2021. Optimization, modeling, and characterization study for the physicochemical properties of raw banana and defatted soy composite extrudates. Food Chemistry 339: 127865. 10.1016/j.foodchem.2020.127865
Pandiselvam, R., Manikantan, M., Sunoj, S., Sreejith, S. and Beegum, S., 2019. Modeling of coconut milk residue incorporated rice-corn extrudates properties using multiple linear regression and artificial neural network. Journal of Food Process Engineering 42(2): e12981. 10.1111/jfpe.12981
Pelegrín, C.J., Ramos, M., Jiménez, A. and Garrigós, M.C., 2022. Chemical composition and bioactive antioxidants obtained by microwave-assisted extraction of Cyperus esculentus L. by-products: a valorization approach. Frontiers in Nutrition 9: 944830. 10.3389/fnut.2022.944830
Philipp, C., Emin, M.A., Buckow, R., Silcock, P. and Oey, I., 2018. Pea protein-fortified extruded snacks: linking melt viscosity and glass transition temperature with expansion behaviour. Journal of Food Engineering 217: 93–100. 10.1016/j.jfoodeng.2017.08.022
Phothisoot, T., Gavahian, M. and Lin, J., 2023. Sustainable superheated steam drying of unripe banana (Musa Acuminata cv. Hom Thong): effects on resistant starch and physicochemical-functional properties. Starch (Stärke): 2300101. 10.1002/star.202300101
Preethi, P., Mangalassery, S., Shradha, K., Pandiselvam, R., Manikantan, M., Reddy, S., et al. 2021. Cashew apple pomace powder enriched the proximate, mineral, functional and structural properties of cereal based extrudates. Food Science and Technology 139: 110539. 10.1016/j.lwt.2020.110539
Rakesh, B., Bindu, K.H. and Praveen, N., 2021. Variations in the L-DOPA content, phytochemical constituents and antioxidant activity of different germlines of Mucuna pruriens (L.) DC. Asian Journal of Chemistry 33(8): 1881–1890. 10.14233/ajchem.2021.23293
Rayan, A.M., Morsy, N.E. and Youssef, K.M., 2018. Enrichment of rice-based extrudates with Cactus Opuntia dillenii seed powder: a novel source of fiber and antioxidants. Journal of Food Science and Technology 55: 523–531. 10.1007/s13197-017-2961-5
Saha, A., Kumar, S. and Zindani, D., 2021. Investigation of the effect of water absorption on thermomechanical and viscoelastic properties of flax-hemp-reinforced hybrid composite. Polymer Composites 42(9): 4497–4516. 10.1002/pc.26164
Saleh, A.S.M., Wang, P., Wang, N., Yang, L. and Xiao, Z., 2019. Brown rice versus white rice: nutritional quality, potential health benefits, development of food products, and preservation technologies. Comprehensive Reviews in Food Science and Food Safety 18(4): 1070–1096. 10.1111/1541-4337.12449
Sandrin, R., Caon, T., Zibetti, A.W. and de Francisco, A., 2018. Effect of extrusion temperature and screw speed on properties of oat and rice flour extrudates. Journal of the Science of Food and Agriculture, 98(9): 3427–3436. 10.1002/jsfa.8855
Sanusi, M.S., Sunmonu, M.O., Alasi, S.O., Adebiyi, A.A. and Tajudeen, A.A., 2023. Composition, bioactive constituents and glycemic index of brown rice-watermelon seeds extruded snacks as stimulated by extrusion conditions. Applied Food Research 3(1): 100287. 10.1016/j.afres.2023.100287
Selani, M.M., Brazaca, S.G.C., dos Santos Dias, C.T., Ratnayake, W.S., Flores, R.A. and Bianchini, A., 2014. Characterisation and potential application of pineapple pomace in an extruded product for fibre enhancement. Food Chemistry 163: 23–30. 10.1016/j.foodchem.2014.04.076
Singh, J.P., Kaur, A., Singh, B., Singh, N. and Singh, B., 2019. Physicochemical evaluation of corn extrudates containing varying buckwheat flour levels prepared at various extrusion temperatures. Journal of Food Science and Technology 56: 2205–2212. 10.1007/s13197-019-03703-y
Singh, H., Sharma, R., Gupta, A., Joshi, S., Dar, B., Singh, B., et al. 2023. Characterization of jackfruit seed enriched pasta: product-functionality profile, secondary protein structures, bioactive composition and molecular morphology. Quality Assurance and Safety of Crops & Foods 15(2): 11–19. 10.15586/qas.v15i2.1217
Singha, P. and Muthukumarappan, K., 2018. Single screw extrusion of apple pomace-enriched blends: extrudate characteristics and determination of optimum processing conditions. Food Science and Technology International, 24(5): 447–462. 10.1177/1082013218766981
Singha, P., Singh, S.K., Muthukumarappan, K. and Krishnan, P., 2018. Physicochemical and nutritional properties of extrudates from food grade distiller’s dried grains, garbanzo flour, and corn grits. Food Science & Nutrition, 6(7): 1914–1926. 10.1002/fsn3.769
Sobowale, S.S., Kewuyemi, Y.O. and Olayanju, A.T., 2021. Process optimization of extrusion variables and effects on some quality and sensory characteristics of extruded snacks from whole pearl millet-based flour. SN Applied Sciences 3: 1–12. 10.1007/s42452-021-04808-w
Sotunde, A., Awofadeju, O. and Olapade, A., 2021. Production and characterisation of extruded African yam bean based ready-to-eat breakfast product. Journal of Research in Forestry, Wildlife and Environment 13(1): 172–187. www.ajol.info/index.php/jrfwe
Tangjaidee, P., Xiang, J., Yin, H., Wen, X. and Quek, S.Y., 2019. Selenium, fibre, and protein enrichment of rice product: extrusion variables and product properties. Food Quality and Safety 3(1): 40–51. 10.1093/fqsafe/fyy028
Thavamurugan S., Dhivyadharchini, M., Suresh, P., Manikandan, T., Vasuki, A., Nandhagopalan, V., et al. 2023. Investigation on nutritional, phytochemical, and antioxidant abilities of various traditional rice varieties. Applied Biochemistry and Biotechnology 195(4): 2719–2742. 10.1007/s12010-022-04264-1
Tian, X.-H., Tan, B., Wang, L.-X., Zhai, X.-T., Jiang, P., Qiao, C.-C., et al. 2022. Effect of rice bran with extrusion cooking on quality and starch retrogradation of fresh brown rice noodles during storage at different temperatures. Cereal Chemistry, 99(6): 1296–1307. 10.1002/cche.10592
Tiwari, A. and Jha, S., 2017. Extrusion cooking technology: principal mechanism and effect on direct expanded snacks—an overview. International Journal of Food Studies 6(1): 113–128. 10.7455/ijfs/6.1.2017.a10
Tomaszewska-Ciosk, E. and Zdybel, E., 2021. Properties of extruded corn snacks with common flax (Linum usitatissimum L.) and golden flax (Linum flavum L.) pomace. International Journal of Food Science & Technology 56(4): 2009–2018. 10.1111/ijfs.14832
Umoh, E.O. and Iwe, M.O., 2022. Effects of extrusion processing on the proximate compositions of aerial yam (Dioscorea bulbifera)-soybean (Glycine max) flour blends using response surface methodology. Journal of Food Research 11(1): 38–52. 10.5539/jfr.v11n1p38
Untea, A., Lupu, A., Saracila, M. and Panaite, T., 2018. Comparison of ABTS, DPPH, phosphomolybdenum assays for estimating antioxidant activity and phenolic compounds in five different plant extracts. Bulletin of University of Agricultural Sciences and Veterinary Medicine, Animal Science and Biotechnologies 75(2): 111–114. 10.15835/buasvmcn-asb:2018.0009
Villasante, J., Pérez-Carrillo, E., Heredia-Olea, E., Metón, I. and Almajano, M.P., 2019. In vitro antioxidant activity optimization of nut shell (Carya illinoinensis) by extrusion using response surface methods. Biomolecules 9(12): 883. 10.3390/biom9120883
Wang, S., Ai, Y., Hood-Niefer, S. and Nickerson, M.T., 2019. Effect of barrel temperature and feed moisture on the physical properties of chickpea, sorghum, and maize extrudates and the functionality of their resultant flours—part 1. Cereal Chemistry 96(4): 609–620. 10.1002/cche.10149
Wang, S., Kowalski, R.J., Kang, Y., Kiszonas, A.M., Zhu, M.-J. and Ganjyal, G.M., 2017. Impacts of the particle sizes and levels of inclusions of cherry pomace on the physical and structural properties of direct expanded corn starch. Food and Bioprocess Technology 10: 394–406. 10.1007/s11947-016-1824-9
Wang, Q., Sivakumar, K. and Mohanasundaram, S., 2022. Impacts of extrusion processing on food nutritional components. International Journal of System Assurance Engineering and Management 13(1): 364–374. 10.1007/s13198-021-01422-2
Xie, S., Li, H., Li, N., Liu, Z., Xu, D., Hu, L., et al. 2023. Lentinus edodes powder improves the quality of wheat flour gluten sticks. Foods 12(9): 1755. 10.3390/foods12091755
Xu, H.-R., Zhang, Y.-Q., Wang, S., Wang, W.-D., Yu, N.-N., Gong, H., et al. 2022. Optimization of functional compounds extraction from Ginkgo biloba seeds using response surface methodology. Quality Assurance and Safety of Crops & Foods 14(1): 102–112. 10.15586/qas.v14i1.1033
Yadav KC., Rajbanshi, R., Katuwal, N., Dhungana, P. and Subba, D., 2021. Process optimization for yam flour incorporated in expanded extrudates. International Journal of Food Properties 24(1): 1252–1264. 10.1080/10942912.2021.1958839
Yağcı, S., Altan, A. and Doğan, F., 2020. Effects of extrusion processing and gum content on physicochemical, microstructural and nutritional properties of fermented chickpea-based extrudates. Food Science and Technology 124: 109150. 10.1016/j.lwt.2020.109150
Yağcı, S. and Göğüş, F., 2008. Response surface methodology for evaluation of physical and functional properties of extruded snack foods developed from food-by-products. Journal of Food Engineering 86(1): 122–132. 10.1016/j.jfoodeng.2007.09.018
Yang, T., Ma, S., Liu, J., Sun, B. and Wang, X., 2022. Influences of four processing methods on main nutritional components of foxtail millet: a review. Grain & Oil Science and Technology 5(3): 156–165. 10.1016/j.gaost.2022.06.005
Yu, Y., Lu, X., Zhang, T., Zhao, C., Guan, S., Pu, Y. and Gao, F., 2022. Tiger nut (Cyperus esculentus L.): nutrition, processing, function and applications. Foods 11(4): 601. 10.3390/foods11040601
Yunusa, B., Filli, K. and Jiddum, F., 2022. Application of RSM in modelling and numerical optimisation of proximate composition of instant extruded kunun-gyada (porridge) from the blend of sorghum–groundnut. J Food Sci Technol 7: 431–441. 10.25177/JFST.7.1.RA.10788
Yusuf, M., Filli, K., Umar, I. and Halilu, M., 2017. Effect of extrusion variables on physical properties and acceptability of Dakuwa produced from blends of sorghum (Sorghum bicolour l), groundnut (Arachis hypogeal l) and tigernut (Cyperus esculentus). African Journal of Food Science and Technology 8: 138–149. 10.14303/ajfst.2017.149
Yusuf, M., Halilu, M. and Filli, K., 2021. Influence of extrusion process conditions on the residence time and throughput of a twin-screw extruder using full factorial experimental design. Arid Zone Journal of Engineering, Technology and Environment, 17(4): 517–526.
Zahari, I., Ferawati, F., Purhagen, J.K., Rayner, M., Ahlström, C., Helstad, A., et al. 2021. Development and characterization of extrudates based on rapeseed and pea protein blends using high-moisture extrusion cooking. Foods 10(10): 2397. 10.3390/foods10102397